 一文详解分离件电动扭拧机的电路和制作
一文详解分离件电动扭拧机的电路和制作
1.控制电路原理图和工作过程
扭拧机的控制电路如图1。
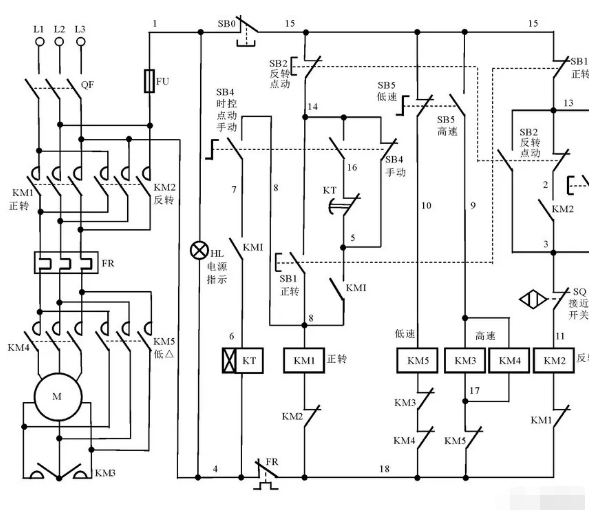
1)电路简介
电路采用三相三线制供电。
电动机是一种改变接法同时改变转速的双速电机。△形接法时,电动机为4极低速运行,Y形接法时,为2极高速运行。△/Y接法的转换由二挡转换开关SB5完成。加工的材料越大,越要用低速,才能增大扭力。
本机有三种操作方式,即“手动”、“点动”和“自动时间控制”(时控),方式的转换,依靠三挡转换开关SB4完成,图2中为“手动”状态。“点动”状态时,SB4三个开关全部断开,“时控”状态时,SB4左边两个开关闭合、右边一个开关打开。
电路中的阿拉伯数字是线号,方便安装和叙述。
2)控制电路的工作过程
旋转换速开关SB5,确定电动机的转速:在低速时,交流接触器KM5线圈得电,主开关KM5导通,电动机定子绕组呈△形接法,低速(1450转/分)运转;转动转换开关SB5到高速位置,交流接触器KM3、KM4线圈得电,电动机定子绕组呈Y接法,高速(2900转/分)运转。
闭合三相电源开关QF,红色指示灯HL亮起,表明电路已经加电,可以工作了。
①“手动”挡时的工作过程。
转换开关SB4置于“手动”位置(图1位置),按压正转按钮开关SB1,交流接触器KM1线圈得电,辅助开关KM1自锁,主开关KM1闭合,电动机正向运转,扭拧机开始加工配件;配件完成时,按压停止开关SB0,KM1线圈失电,自锁开关KM1解锁,主开关KM1打开,电动机停转;点压反转按钮开关SB2,反转交流接触器KM2线圈得电,主开关KM2闭合一下,电动机反转一下即停,以便卸下加工的配件;按压“复位”开关SB3,反转交流接触器KM2线圈得电,辅助开关KM2自锁,电动机反转,直到初始位置时,接近开关SQ受感应断开,交流接触器线圈KM2失电,主开关打开,电动机停转复位,等待下一个循环。
②“点动”挡时的工作过程。
转换开关SB4置于“点动”位置,SB4的三个开关全部断开。按压一下正转点动开关SB1,电动机正转一下;按压一下反转点动开关SB2,电动机反转一下,完全靠手动眼看完成配件的加工和电动机的复位等全过程。
③“时控”挡工作过程。
转换开关SB4置于“时控”位置,SB4左边两个开关闭合、右边一个开关打开;调整时间继电器KT设定正转时间(一般为15秒),按压正转按钮开关SB1,交流接触器KM1线圈得电,辅助开关KM1自锁,主开关KM1闭合,电动机正向运转,扭拧机开始加工配件,到达设定时间时,延时开关KT自动打开,交流接触器KM1解锁,主开关KM1打开,电动机停转;点压反转按钮开关SB2,反转交流接触器KM2线圈得电,主开关KM2闭合一下,电动机反转一下即停,以便卸下加工的配件;按压“复位”开关SB3,反转交流接触器KM2线圈得电,辅助开关KM2自锁,电动机继续反转,直到初始位置时,行程接近开关SQ断开,交流接触器KM2失电断开,电动机停转复位,等待下一个循环。
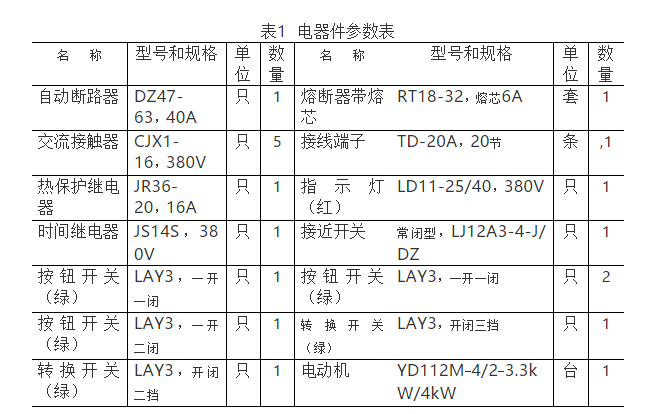
3)电器件型号和规格(表1)
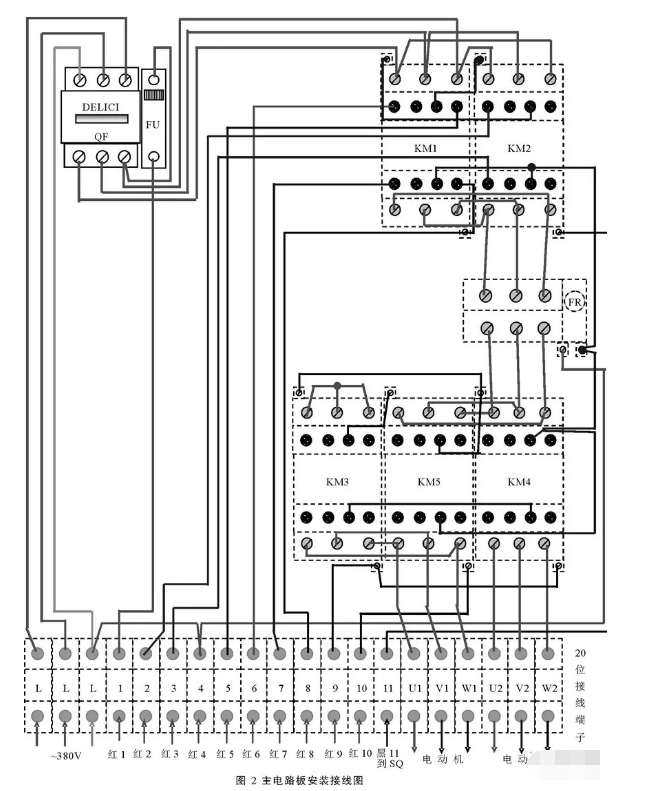
2.主电路板的安装布线图
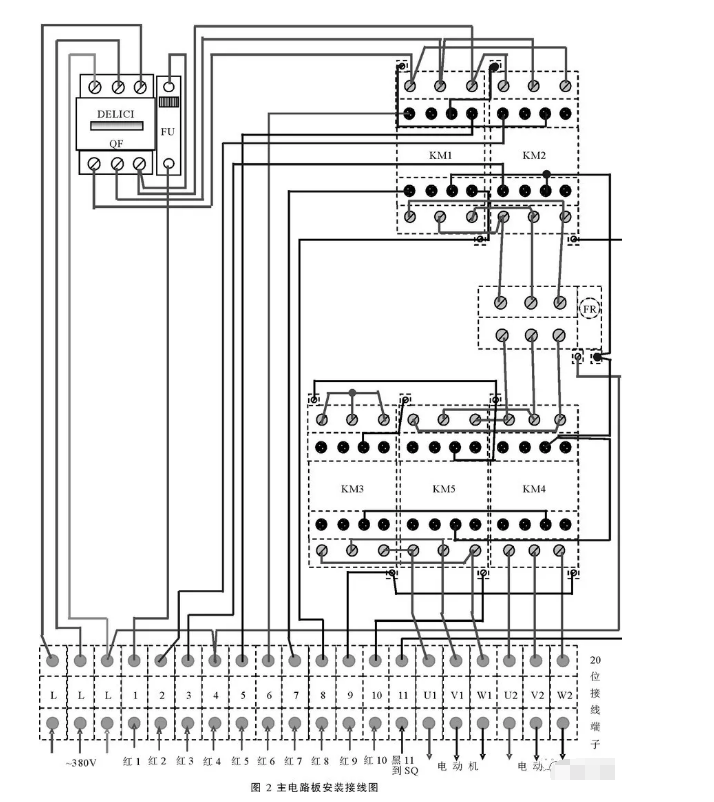
如图2。主板采用5mm厚的胶木板或工程塑料板,安装有断路器、熔断器、交流接触器5只、热保护继电器和20节接线端子。接线端子下端通过20条导线分别与电源、控制面板、接近开关和电动机连接。
为电动机供电的三条主导线,采用不小于2.5mm2的硬铜线,其它副线采用1.0mm2的硬铜线。
所有布线要求平面上不交叉、不重叠,横平竖直,可靠美观,赏心悦目。
所有压接螺丝要上紧,导线对接的接点要用锡焊,确保接触良好。
3.控制面板和接近开关接线图
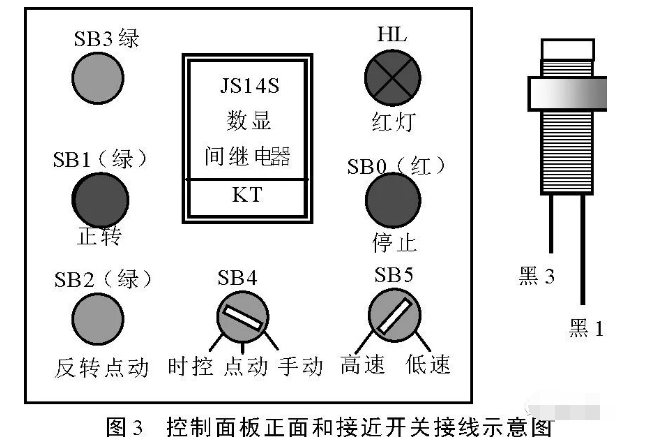
图3是控制面板正面和接近开关接线示意图。整块面板固定在机器的防护罩上,方便操作。接近开关固定在扭拧头主轴附近(防护罩内),黑线11到主板接线端子对应编号,黑线3到控制面板3脚。
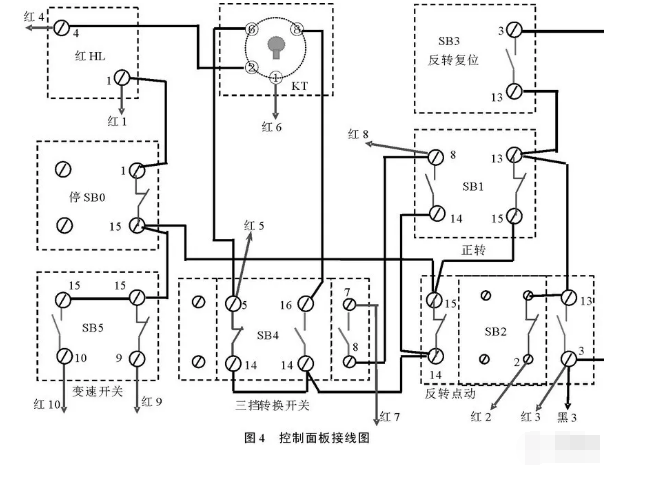
图4为控制面板背面接线图。所有的开关等主令电器、指示灯、时间继电器固定在一块喷砂铝板上,通过两头装有线号号码管的、扎为一束的10条0.75mm2软导线与主板接线端子对应编号连接(红线1~10号),另有一条黑3号线到接近开关SQ。
责任编辑人:CC
-
控制电路
+关注
关注
81文章
1609浏览量
134905 -
电动机
+关注
关注
73文章
3798浏览量
93521
发布评论请先 登录
相关推荐
[电动机的单片机控制].王晓明
关于yaffs2文件系统
怎么在linux下制作ext3、ext4文件系统?
电动扳手MCU的功能特点及应用行业
ADSL分离器的制作(ADSL分离器(滤波器)电路图)





 工商网监
工商网监
评论