如何测试IGBT的极性?
l 、判断极性首先将万用表拨在 R×1KQ档,用万用表测量时,若某一极与其它两极阻值为无穷大,调换表笔后该极与其它两极的阻值仍为无穷大,则判断此极为栅极( G )。其余两极再用万用表测量,若测得阻值为无穷大,调换表笔后测量阻值较小。在测量阻值较小的一次中,则判断红表笔接的为集电极( C ) :黑表笔接的为发射极( E )。
2 、判断好坏将万用表拨在 R×10KQ 档,用黑表笔接 IGBT 的集电极( C ) ,红表笔接 IGBT的发时极 ( E ) ,此时万用表的指针在零位。用手指同时触及一下栅极( G )和集电极( C ) ,这时工 GBT 被触发导通,万用表的指针摆向阻值较小的方向,并能站们指示在某一位置。然后再用手指同时触及一下栅极( G )和发射极( E ) ,这时 IGBT 被阻断,万用表的指针 回零。此时即可判断 IGBT 是好的。
3 、注意事项任何指针式万用表铃可用于检测 IGBT 。注意判断IGBT 好坏时,一定要将万用表拨在 R×IOK挡,因 R×IKQ 档以下各档万用表内部电池电压太低,检测好坏时不能使IGBT 导通,而无法判断 IGBT 的好坏。此方法同样也可以用护检测功率场效应晶体管 ( P 一 MOSFET )的好坏。
4.IGBT 管的好坏可用指针万用表的 Rxlk 挡来检测,或用数字万用表的“二极管”挡来测量 PN 结正向压降进行判断。检测前先将 IGBT 管三只引脚短路放电,避免影响检测的准确度;然后用指针万用表的两枝表笔正反测 G 、 e 两极及 G 、 c 两极的电阻,对于正常的 IGBT 管(正常 G 、 C 两极与 G 、 c 两极间的正反向电阻均为无穷大;内含阻尼二极管的 IGBT 管正常时, e 、 C 极间均有 4k Ω正向电阻),上述所测值均为无穷大;最后用指针万用表的红笔接 c 极,黑笔接 e 极,若所测值在 3 . 5k Ω l 左右,则所测管为含阻尼二极管的 IGBT 管,若所测值在 50k Ω左右,则所测 IGBT 管内不含阻尼二极管。对于数字万用表,正常情况下, IGBT 管的 C 、 C 极间正向压降约为 0 . 5V 。
IGBT封装流程及其原理分析:
IGBT模块封装是将多个IGBT集成封装在一起,以提高IGBT模块的使用寿命和可靠性,体积更小、效率更高、可靠性更高是市场对IGBT模块的需求趋势,这就有待于IGBT模块封装技术的开发和运用。目前流行的IGBT模块封装形式有引线型、焊针型、平板式、圆盘式四种,常见的模块封装技术有很多,各生产商的命名也不一样,如英飞凌的62mm封装、TP34、DP70等等。
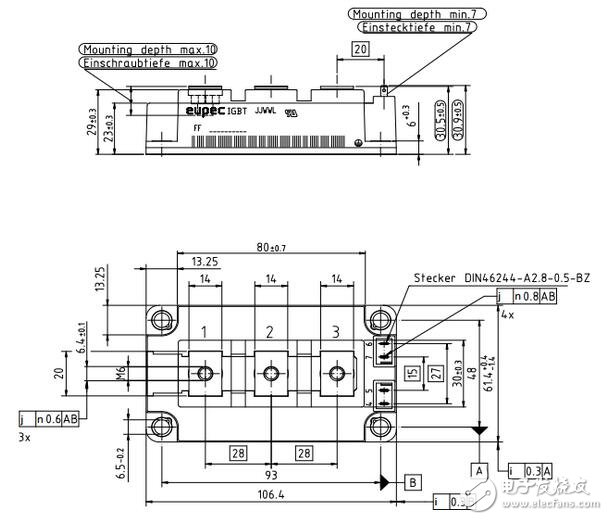
IGBT模块有3个连接部分:硅片上的铝线键合点、硅片与陶瓷绝缘基板的焊接面、陶瓷绝缘基板与铜底板的焊接面。这些接点的损坏都是由于接触面两种材料的热膨胀系数(C犯)不匹配而产生的应力和材料的热恶化造成的。 如下图,采用英飞凌62mm封装的FF300R12KS4结构图
IGBT模块封装技术很多,但是归纳起来无非是散热管理设计、超声波端子焊接技术和高可靠锡焊技术。下面以富士通经典的IGBT封装PrimePACK封装来说明三项技术的原理和特点:
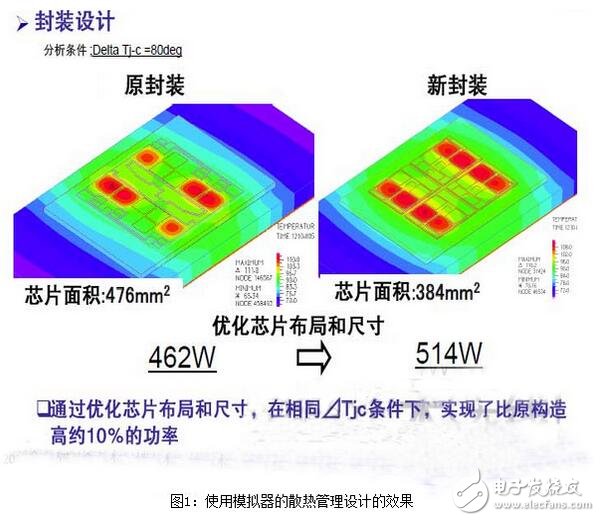
(1)散热管理设计方面,通过采用封装的热模拟技术,优化了芯片布局及尺寸,从而在相同的ΔTjc条件下,成功实现了比原来高约10%的输出功率。
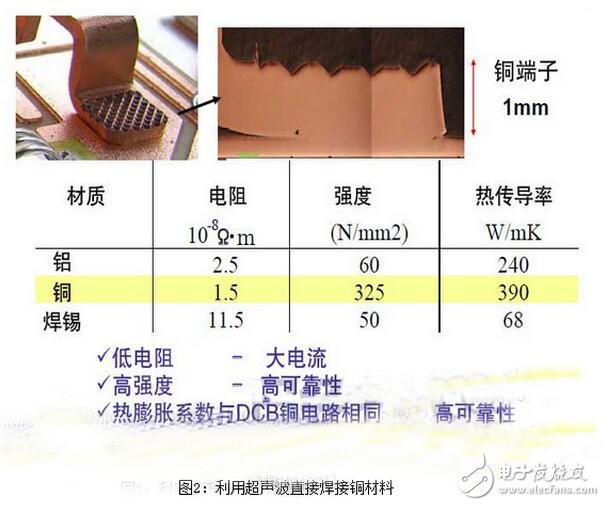
(2)超声波端子焊接技术可将此前使用锡焊方式连接的铜垫与铜键合引线直接焊接在一起(图2)。该技术与锡焊方式相比,不仅具备高熔点和高强度,而且不存在线性膨胀系数差,可获得较高的可靠性(图3)。与会者对于采用该技术时不需要特别的准备。富士公司一直是在普通无尘室内接近真空的环境下制造,这种方法没有太大的问题。
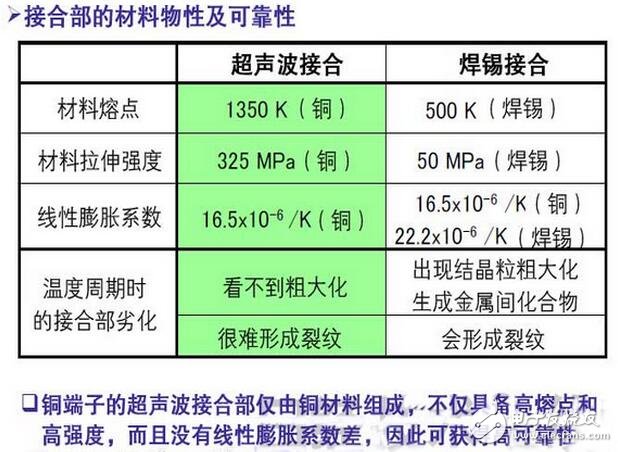
图3:超声波焊接与锡焊的比较
(3)高可靠性锡焊技术。普通Sn-Ag焊接在300个温度周期后强度会降低35%,而Sn-Ag-In及Sn-Sb焊接在相同周期之后强度不会降低。这些技术均“具备较高的高温可靠性”。
IGBT模块封装流程:一次焊接--一次邦线--二次焊接--二次邦线---组装--上外壳、涂密封胶--固化---灌硅凝胶---老化筛选。这些流程不是固化的,要看具体的模块,有的可能不需要多次焊接或邦线,有的则需要,有的可能还有其他工序。上面也只是一些主要的流程工艺,其他还有一些辅助工序,如等离子处理,超声扫描,测试,打标等等。
IGBT模块封装的作用 IGBT模块封装采用了胶体隔离技术,防止运行过程中发生爆炸;第二是电极结构采用了弹簧结构,可以缓解安装过程中对基板上形成开裂,造成基板的裂纹;第三是对底板进行加工设计,使底板与散热器紧密接触,提高了模块的热循环能力。对底板设计是选用中间点设计,在我们规定的安装条件下,它的幅度会消失,实现更好的与散热器连接。后面安装过程我们看到,它在安装过程中发挥的作用。产品性能,我们应用IGBT过程中,开通过程对IGBT是比较缓和的,关断过程中是比较苛刻。大部分损坏是关断造成超过额定值。
IGBT模块封装过程中的技术详解
第一点说到焊接技术,如果要实现一个好的导热性能,我们在进行芯片焊接和进行DBC基板焊接的时候,焊接质量就直接影响到运行过程中的传热性。从上面的结构图我们可以看到,通过真空焊接技术实现的焊接。可以看到DBC和基板的空洞率。这样的就不会形成热积累,不会造成IGBT模块的损坏。
第二种就是键合技术,富士通公司用的键合技术是超声键合。实现数据变形。键合的作用主要是实现电气连接。在600安和1200安大电流情况下,IGBT实现了所有电流,键合的长度就非常重要,陷进决定模块大小,电流实现参数的大小。运用过程中,如果键合陷进、长度不合适,就会造成电流分布不均匀,容易造成 IGBT模块的损坏。外壳的安装,因为IGBT本身芯片是不直接与空气等环境接触,实现绝缘性能,主要是通过外壳来实现的。外壳就要求在选材方面需要它具有耐高温、不易变形、防潮、防腐蚀等特性。
第四是罐封技术,如果IGBT应用在高铁、动车、机车上,机车车辆运行过程中,环境是非常恶劣的,我们可能会遇到下雨天,遇到潮湿、高原,或者灰尘比较大,如何实现IGBT芯片与外界环境的隔离,实现很好运行的可靠性,它的罐封材料起到很重要的作用。就要求选用性能稳定无腐蚀,具有绝缘、散热等能力,膨胀率小、收缩率小的材料。我们大规模封装的时候,填充材料的部分加入了缓冲层,芯片运行过程中不断加热、冷却。在这个过程中如果填充材料的热膨胀系数与外壳不一致,那么就有可能造成分层的现象,在IGBT模块中间加入一种类似于起缓冲作用的填充物,可以防止分层现象出现。
第五是质量控制环节,质量控制所有完成生产后的大功率IGBT,需要对各方面性能进行试验,这也是质量保证的根本,可以通过平面设施,对底板进行平整度进行测试,平整度在IGBT安装以后,所有热量散发都是底板传输到散热器。平面度越好,散热器接触性能越好,导热性能越好。第二是推拉测试,对键合点的力度进行测试。第三硬度测试仪,对主电极的硬度,不能太硬、也不能太软。超声波扫描,主要对焊接过程,焊接以后的产品质量的空洞率做一个扫描。这点对于导热性也是很好的控制。IGBT模块电气方面的监测手段,主要是监测IGBT模块它的参数、特性是否能满足我们设计的要求,第二绝缘测试。