 DCM™1000及同类封装碳化硅功率模块商业化困境报告:当“包子皮”贵过“包子馅”的经济学悖论
DCM™1000及同类封装碳化硅功率模块商业化困境报告:当“包子皮”贵过“包子馅”的经济学悖论

DCM™1000及同类封装碳化硅功率模块商业化困境报告:当“包子皮”贵过“包子馅”的经济学悖论
倾佳电子(Changer Tech)是一家专注于功率半导体和新能源汽车连接器的分销商。主要服务于中国工业电源、电力电子设备和新能源汽车产业链。倾佳电子聚焦于新能源、交通电动化和数字化转型三大方向,代理并力推BASiC基本半导体SiC碳化硅MOSFET单管,SiC碳化硅MOSFET功率模块,SiC模块驱动板等功率半导体器件以及新能源汽车连接器。

倾佳电子杨茜致力于推动国产SiC碳化硅模块在电力电子应用中全面取代进口IGBT模块,助力电力电子行业自主可控和产业升级!
倾佳电子杨茜咬住SiC碳化硅MOSFET功率器件三个必然,勇立功率半导体器件变革潮头:
倾佳电子杨茜咬住SiC碳化硅MOSFET模块全面取代IGBT模块和IPM模块的必然趋势!
倾佳电子杨茜咬住SiC碳化硅MOSFET单管全面取代IGBT单管和大于650V的高压硅MOSFET的必然趋势!
倾佳电子杨茜咬住650V SiC碳化硅MOSFET单管全面取代SJ超结MOSFET和高压GaN 器件的必然趋势!
摘要
随着全球汽车产业向电气化转型的深入,牵引逆变器作为电动汽车(EV)核心动力总成部件,其技术路线的选择已成为决定整车性能与成本的关键。碳化硅(SiC)功率半导体凭借其耐高压、耐高温及高开关频率的特性,被视为800V高压平台的必然选择。在此背景下,丹佛斯硅动力(Danfoss Silicon Power)推出的DCM™1000平台代表了功率模块封装技术的巅峰:它集成了Danfoss Bond Buffer® (DBB)铜烧结互连、转模封装(Transfer Molding)以及ShowerPower® 3D直接液冷技术,旨在彻底释放SiC芯片的性能潜力。

然而,尽管在技术指标上表现卓越,DCM™1000及其类似封装形式在商业推广层面却遭遇了显著阻力,未能像英飞凌HybridPACK™系列那样成为行业通用的事实标准。倾佳电子杨茜旨分析这一现象背后的根本原因:“包子皮(封装成本)贵过包子馅(芯片成本)”。
通过对制造工艺、供应链结构、良率物理学及市场竞争格局的详尽解构,倾佳电子杨茜认知如下:DCM™1000的商业困境并非单纯的技术失败,而是过度工程化(Over-engineering)与半导体摩尔定律(成本下降趋势)发生错配的结果。随着SiC芯片产能释放导致“包子馅”价格快速下行,DCM™1000所采用的复杂封装工艺导致“包子皮”的固定成本与良率损耗成本居高不下,最终破坏了模块的整体成本竞争力。与此同时,非IDM(垂直整合制造)的商业模式使得丹佛斯在与拥有芯片定价权的巨头竞争时,面临着无法内部化封装成本的结构性劣势。
1. 绪论:功率半导体封装的范式转移与价值重构
在电动汽车动力总成的成本结构中,功率半导体占据了至关重要的地位。如果说电池是电动汽车的“血液”,那么牵引逆变器就是其“肌肉”,控制着能量的流动与转换。传统的硅基IGBT模块在过去三十年中已经形成了一套成熟、低成本的封装标准,主要以焊接工艺、铝线键合和灌胶封装为特征。然而,碳化硅(SiC)的引入打破了这一平衡。

1.1 碳化硅时代的封装挑战
SiC器件不仅昂贵,而且“娇贵”。其物理特性允许其在更高的结温(Tj > 175°C)和更快的开关速度下运行,但这恰恰击中了传统封装技术的软肋:
- 热机械应力: SiC芯片面积通常只有同电流等级IGBT芯片的1/3到1/4,这意味着热流密度(Heat Flux)成倍增加。
- 可靠性短板: 传统的铝线键合在SiC的高温冲击下极易发生键合点脱落(Lift-off),成为系统的短板。
- 寄生电感: SiC的高频开关特性要求极低的回路电感,传统引脚封装难以满足。
1.2 DCM™1000的技术愿景
为了解决上述问题,丹佛斯推出了DCM™1000平台。这是一个彻底抛弃传统设计理念的产物。它不使用铝线,而是采用铜带;不使用硅凝胶,而是采用环氧树脂模塑;不使用导热硅脂,而是采用直接液冷。从工程角度看,这是对SiC特性的完美回应 。
1.3 “包子皮”与“包子馅”的隐喻

在半导体行业,通常遵循“芯片为王”的价值规律。芯片(Die)作为活性功能部件,通常占据模块成本(BOM)的50%以上,被称为“包子馅”;而封装材料(基板、外壳、树脂)作为保护支撑部件,成本较低,被称为“包子皮”。
倾佳电子杨茜的核心议题在于探讨在DCM™1000案例中,这一价值比例是否发生了倒置。如果为了保护昂贵的SiC芯片,开发了一套极其昂贵的封装系统,而随着时间推移,SiC芯片本身的价格大幅下降,那么这套昂贵的“包子皮”就将成为模块成本中无法削减的重负,从而导致商业逻辑的崩塌。
2. 技术解构:昂贵“包子皮”的工艺物理学
要理解DCM™1000的成本结构,必须深入其制造工艺的微观物理层面。每一项旨在提升性能的技术创新,都在无形中增加了制造的复杂度(Complexity)和资本支出(CAPEX)。

2.1 Danfoss Bond Buffer® (DBB) 技术:铜互连的代价
DCM™1000的核心技术之一是DBB,它用铜带(Copper Ribbon)和铜线替代了传统的铝线键合。铜的电导率和热导率远高于铝,且热膨胀系数(CTE)更接近硅,理论上能将功率循环寿命提升15倍 。
2.1.1 工艺复杂度的指数级跃升
然而,铜不能直接键合在标准的铝金属化芯片表面,因为铜太硬,键合时的超声波能量会震碎脆弱的芯片。
烧结缓冲层(Sintered Buffer): 丹佛斯必须在芯片表面先烧结一层铜箔作为缓冲层。
双重烧结工艺: 传统的焊接工艺只需一次回流焊。而DBB工艺需要:
- 将芯片烧结在DBC/AMB基板上。
- 将铜缓冲层烧结在芯片上。
烧结材料成本: 烧结通常使用银(Ag)浆料或铜(Cu)浆料。虽然铜浆料原材料便宜,但极易氧化。因此,烧结过程必须在严格控制的惰性气体(如氮气或甲酸气氛)甚至还原性气氛中进行,且需要施加高达10-30 MPa的压力 。
设备成本: 压力烧结设备(Sinter Press)的价格远高于回流焊炉。且由于需要加压和保压,其生产节拍(UPH)远低于焊接。
成本影响: 这一层“皮”不仅增加了昂贵的烧结银材料,更重要的是增加了巨大的设备折旧和工时成本。
2.2 转模封装(Transfer Molding):不可逆的良率赌博

DCM™1000摒弃了传统的塑料框+灌胶模式,采用了类似于分立器件的转模封装技术 。
2.2.1 模具与材料
- 环氧树脂模塑料(EMC): 虽然EMC本身是相对廉价的化工产品,但为了匹配SiC的高温特性,DCM必须使用高填充、低CTE的特种EMC 。
- 模具磨损: 这种高填充材料含有大量二氧化硅(沙子),对钢制模具具有极强的磨损性。DCM模块体积巨大(相比于单管),模具极其复杂且昂贵,维护成本极高。
2.2.2 翘曲(Warpage)与应力
这是“包子皮”中最隐蔽的成本杀手。DCM模块是一个非对称结构:底部是铜基板,顶部是厚厚的树脂。
- 双金属片效应: 在模塑后的冷却过程中(从175°C降至室温),树脂的收缩率与铜、陶瓷完全不同。这会导致模块发生严重的翘曲 。
- 良率损失: 翘曲会导致基板与散热器无法贴合。对于依靠ShowerPower密封的DCM来说,平面度是生死的关键。如果在制造末端发现翘曲超标,整个模块(包含内部昂贵的SiC芯片)必须报废。转模封装是不可返修的(Non-reworkable)。相比之下,灌胶模块如果在灌胶前发现键合不良,往往还有补救或部分回收的机会。
2.3 ShowerPower® 3D:精密流体工程的溢价
DCM™1000集成了直接液冷底板。这不仅仅是一块铜板,而是一个包含复杂塑料导流插件(Plastic Insert)的组件 。
- 结构复杂性: 传统的针翅(Pin Fin)散热器可以一体锻造。而ShowerPower需要精密的注塑插件来引导冷却液形成涡流(Swirl Effect)。
- 密封风险: 这种设计需要在模块与逆变器壳体之间建立复杂的密封结构。为了防止冷却液泄漏,对密封圈和压紧力的要求极高,这实际上将一部分封装成本和风险转移给了系统集成商,或者要求丹佛斯提供更昂贵的预集成组件。
3. 经济学模型:“包子皮”与“包子馅”的成本倒挂分析
为了验证“包子皮贵过包子馅”的假说,我们需要建立一个详细的成本拆解模型。

3.1 传统SiC模块成本结构(基准)
以一个基于英飞凌HybridPACK™ Drive封装的1200V SiC模块为例,根据Yole Group及行业共识数据 ,其成本结构大致如下:
| 成本构成 | 占比估计 | 备注 |
|---|---|---|
| SiC芯片(包子馅) | 55% - 60% | 受衬底良率和Epi生长成本驱动。 |
| 陶瓷基板 (AMB) | 15% | Si3N4 AMB基板,成本较高但由于芯片占比大,比例尚可。 |
| 散热底板 | 10% | 铜针翅底板。 |
| 封装材料与组装 | 15% - 20% | 塑壳、端子、铝线、硅凝胶、组装工时。 |
结论: 在传统模式下,芯片占据绝对主导,封装成本是次要的。
3.2 DCM™1000成本结构重构
在DCM™1000中,由于引入了DBB、烧结和转模,叠加非IDM的供应链模式,成本结构发生了剧烈变化。
3.2.1 封装材料与工艺成本的膨胀(Variable Cost Inflation)
- 银烧结浆料 vs 焊料: 成本差异可达5-10倍 。
- 铜缓冲层与铜线: 虽然铜材便宜,但加工精度和烧结工艺增加了巨大的附加值。
- 转模模具摊销: 由于DCM是针对特定功率等级和尺寸定制的,且未能像TO-247单管那样实现数十亿级的标准化出货,其昂贵的模具费用(NRE)分摊到每个模块上,显著推高了单体成本。
3.2.2 隐性良率成本(The Yield Tax)
如前所述,转模封装的大尺寸翘曲问题导致了不可忽视的废品率。如果传统封装良率为98%,而DCM封装初期良率为70%左右 ,那么这额外30%的报废成本(包含了昂贵的SiC芯片)在财务核算上往往会被归入“制造费用”,即计入“包子皮”的成本中。这意味着,每生产一个合格的“包子皮”,都需要分摊一部分报废的“馅”和“皮”的成本。
3.2.3 SiC芯片价格下行导致的比例失衡
近年来,随着中国材料厂商(如天岳先进、天科合达等)在6英寸SiC衬底上的产能爆发,以及国产SiC碳化硅MOSFET器件厂商比如基本半导体的技术进步,SiC正在经历剧烈的价格战 。
- 趋势: 当SiC芯片价格每年下降20%时,“包子馅”越来越便宜。
- 刚性: 然而,DCM的封装成本(模具、铜材、设备折旧、复杂的工序)是刚性的,甚至因为通胀和材料(铜、银)价格上涨而上升。
- 交叉点: 某一时刻,当芯片成本降至总成本的40%以下,而复杂的封装成本仍维持高位时,就出现了“包子皮贵过包子馅”的现象。对于客户而言,这意味着他们支付的钱主要买到了丹佛斯的封装技术,而不是SiC本身的半导体性能。这在商业上是极难说服车企采购部门的。
4. 供应链政治:非IDM模式的结构性困局
除了物理成本,商业模式的结构性缺陷也是DCM失败的重要推手。丹佛斯坚持“芯片独立(Chip Independent)”战略,这在IGBT时代是优势,但在SiC时代却变成了劣势。
利润叠加(Double Margin)效应
IDM模式(如英飞凌、ST):
-
模块售价 = 芯片制造成本 + 封装制造成本 + 综合利润 - 英飞凌可以内部调节,甚至以零利润提供封装,仅靠芯片赚钱。
丹佛斯模式:
-
芯片采购价 = 芯片制造成本 + 芯片厂利润 -
模块售价 = 芯片采购价 + 封装制造成本 + 丹佛斯利润 -
模块售价 = (芯片制造成本 + 芯片厂利润) + 封装制造成本 + 丹佛斯利润
困境: 丹佛斯的成本结构中天生多了一层“芯片厂利润”。为了使最终模块售价具有竞争力,丹佛斯必须极度压缩封装成本或自身利润。然而,DCM恰恰采用的是一种高成本的封装技术。这导致丹佛斯陷入了两难:要么定价过高失去市场,要么赔本赚吆喝。
5. 市场博弈:标准化与定制化的战争
DCM™1000的技术优势(高功率密度、长寿命)是毋庸置疑的,但汽车行业更看重标准化和供应链安全。
5.1 HybridPACK™ Drive的标准霸权
英飞凌的HybridPACK™ Drive(HPD)封装已经成为了电动汽车行业的“USB接口” 。
- 生态系统: 几乎所有主流逆变器设计都围绕HPD的占地面积(Footprint)和安装孔位进行。
- 兼容性: 基本半导体(BASiC)、比亚迪(BYD)、安森美(Onsemi)等厂商纷纷推出了兼容HPD封装的产品 。这意味着主机厂可以轻松切换供应商(Second Source),供应链极其安全。
- DCM的孤岛效应: DCM采用独特的ShowerPower接口和外形尺寸。一旦主机厂选择了DCM,就需要重新设计冷却水道和逆变器壳体,且难以找到第二供应商(虽然后期有少量兼容品,但远不如HPD普及)。这种**转换成本(Switching Cost)和单一来源风险(Single Source Risk)**是车企极力避免的。
5.2 中国市场的残酷竞争
中国是全球最大的EV市场,也是SiC应用最激进的区域。
- 基本半导体与比亚迪的崛起: 这些本土厂商利用IDM优势(比亚迪)或灵活的供应链(基本半导体),推出了性价比极高的HPD兼容模块 。
- DCM的定位尴尬: DCM定位高端,但在中国市场,极致的性价比和快速迭代才是王道。当国产模块性能“够用”且价格只有DCM的50%时,DCM的技术溢价就变得苍白无力。
6. 深度分析:为何“包子皮”会变贵?——隐形成本的黑洞
除了上述显性因素,还有一系列隐形成本导致DCM的“包子皮”价格居高不下。

6.1 定制化NRE(一次性工程费用)
DCM的ShowerPower底板通常需要根据客户的冷却水道进行定制 。
每一款新车型的适配,都需要重新开模、重新验证流体动力学。
相比之下,平底板(Flat Baseplate)模块是通用的,NRE成本极低。
在汽车行业车型迭代加速的今天,这种高昂的时间成本和金钱成本是致命的。
7.2 测试与老化成本

由于DBB和转模技术引入了新的失效模式(如内部树脂分层),为了保证车规级可靠性,DCM模块可能需要更严苛、更长时间的出厂筛选(Burn-in)和测试。
- SiC的高压特性本身就增加了测试设备的成本。
- 对于无法返修的模塑模块,测试不仅是筛选,更是烧钱。
7.3 专利墙与排他性
DCM集成了大量丹佛斯的专利技术(DBB, ShowerPower)。这虽然保护了技术,但也阻碍了第二供应商的出现。在汽车行业,没有竞争对手的技术往往也是没有客户的技术,因为客户不敢被锁定。为了打破这种锁定,客户会要求极低的价格,进一步压缩了丹佛斯的利润空间,使得“包子皮”的研发回报率极低。
8. 结论与展望:成也萧何,败也萧何
DCM™1000商业困境的根源,确实可以用**“包子皮贵过包子馅”**来概括,但这不仅仅是BOM成本的简单加减,而是一个多维度的经济学悖论。

8.1 悖论总结
- 技术过剩(Over-Performance): DCM提供了远超当前市场平均需求的可靠性和功率密度。但在SiC芯片本身还在快速跌价的阶段,市场更需要的是“足够好(Good Enough)”且便宜的封装,而不是昂贵且完美的封装。客户不愿意为额外的寿命支付溢价,因为电池可能比模块先坏。
- 成本结构刚性: SiC芯片(馅)遵循摩尔定律,价格指数下降;而DCM封装(皮)涉及铜、模具、复杂工艺,遵循传统制造业规律,成本下降缓慢。时间越久,“皮”在总成本中的占比就越高,价值倒挂越严重。
- 商业模式错位: 在“芯片为王”的SiC时代,丹佛斯作为非IDM厂商,试图通过封装技术(皮)来主导价值链,这与IDM巨头通过芯片(馅)主导价值链的趋势相悖。IDM可以用芯片利润补贴封装,而丹佛斯只能靠封装赚钱,这注定了价格战中的劣势。
8.2 行业启示

DCM™1000的案例给功率半导体行业留下了深刻的教训:
- 标准化优于极致性能: 在大规模量产阶段,兼容性和供应链安全比单一技术指标更重要。
- 垂直整合的必要性: 在SiC等新材料领域,IDM模式在成本控制上具有天然的统治力。
- 工艺做减法: 未来的封装技术演进方向,应当是在保持性能的同时简化工艺(如助焊剂免清洗、无压烧结),而不是像DCM那样不断叠加复杂的工艺步骤。
综上所述,DCM™1000是一款在工程学上令人赞叹,但在商业经济学上生不逢时的产品。它证明了SiC封装的物理极限,也用市场表现证明了成本结构的残酷真理。
附录:数据对比表
表1:主要SiC汽车功率模块封装技术对比
| 特性 | 英飞凌 HybridPACK™ Drive (及兼容品) | 丹佛斯 DCM™1000 | STMicroelectronics STPAK |
|---|---|---|---|
| 封装类型 | 塑料外壳 + 硅凝胶 (Gel-filled) | 全模塑转模 (Transfer Molded) | 模塑 (Molded) |
| 互连技术 | 铝线/铜线键合 | DBB® (铜带 + 烧结) | 铜烧结 / 夹片 (Clip) |
| 冷却方式 | 针翅 (Pin Fin) | ShowerPower® 3D (直接液冷) | 双面冷却 / 平底板 |
| 标准化程度 | 极高 (行业标准) | 低 (私有协议) | 中低 (主要用于特斯拉/ZF) |
| 可维修性 | 低 (灌胶前可返修) | 无 (不可返修) | 无 |
| 主要优势 | 供应链成熟,成本低,供应商多 | 功率密度极高,寿命极长 | 适合自动化大规模生产 |
| 主要劣势 | 功率循环寿命相对较低 | 封装成本高,良率敏感,独家供应 | 需要专用产线 |
表2:假设成本结构演变模型 (单位:相对值)
| 年份 | SiC芯片成本 (馅) | 标准封装成本 (皮) | DCM封装成本 (皮) | 标准模块总成本 | DCM模块总成本 | DCM皮/馅比例 |
|---|---|---|---|---|---|---|
| 2020 (推出期) | 100 | 20 | 40 | 120 | 140 | 0.4 |
| 2023 (成长期) | 70 | 19 | 38 | 89 | 108 | 0.54 |
| 2025 (激战期) | 30 | 18 | 36 | 48 | 66 | 1.2 |
| 趋势 | 快速下降 | 缓慢下降 | 刚性/微降 | 更具竞争力 | 失去竞争力 | 倒挂 |
审核编辑 黄宇
-
封装
+关注
关注
128文章
9380浏览量
149209 -
功率模块
+关注
关注
11文章
731浏览量
47108
发布评论请先 登录
电位的本质与碳化硅(SiC)功率器件应用研究报告

基本半导体汽车级Pcore6 HPD Mini封装碳化硅MOSFE模块介绍

电解电源拓扑架构演进与碳化硅(SiC)功率系统的技术分析报告
碳化硅(SiC)功率模块替代IGBT模块的工程技术研究报告
商用车电驱动SiC模块选型返璞归真:从DCM/HPD封装回归ED3封装碳化硅功率模块的市场报告
基于碳化硅MOSFET的T-NPC拓扑在光伏与储能PCS中的技术与商业价值分析报告

双脉冲测试技术解析报告:国产碳化硅(SiC)功率模块替代进口IGBT模块的验证与性能评估

基于SiC碳化硅功率器件的c研究报告

简单认识博世碳化硅功率半导体产品
倾佳电子市场报告:国产SiC碳化硅功率器件在全碳化硅户用储能领域的战略突破
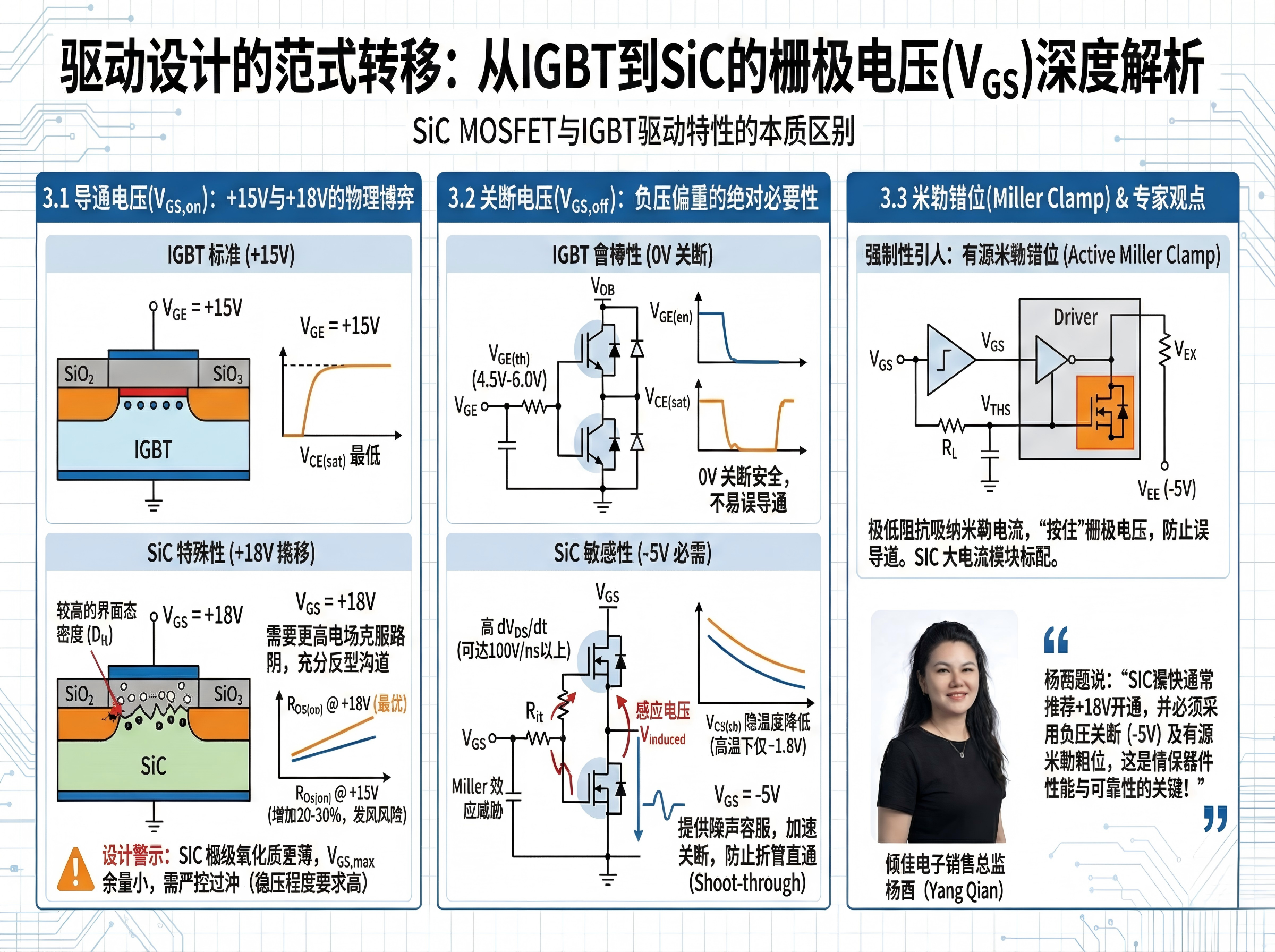
倾佳电子碳化硅SiC MOSFET驱动特性与保护机制深度研究报告
EAB450M12XM3全碳化硅半桥功率模块CREE
基本股份SiC功率模块的两电平全碳化硅混合逆变器解决方案
碳化硅在多种应用场景中的影响

基于SiC碳化硅功率模块的高效、高可靠PCS解决方案




评论