 探秘晶圆宏观缺陷:检测技术升级与根源追踪新突破
探秘晶圆宏观缺陷:检测技术升级与根源追踪新突破

文章来源:SemiEngineering
作者:Anne Meixner
在晶圆加工流程中,早期检测宏观缺陷是提升良率与推动工艺改进的核心环节,这一需求正驱动检测技术与晶圆测试图分析领域的创新。
宏观缺陷早期检测的重要性与挑战
在晶圆层面,一个宏观缺陷可能影响多个芯片,甚至在某些情况下波及晶圆的大片区域,此类缺陷的发现往往表明工艺模块、特定薄膜或晶圆处理环节存在严重问题。早期检测能够避免数百甚至数千片晶圆的报废,尽管检测点通常位于导致缺陷的实际制造步骤下游,但及时介入仍可显著降低损失。
然而上游和下游数据缺乏关联性会使此类缺陷的故障排除变得困难,由于不存在 “一刀切” 的情况,因此需要将检测技术与宏观缺陷类型相匹配,甚至可能需要在晶圆制造流程中引入尚未应用的检测技术。为描述宏观缺陷特征,研发团队需应用适当的波长和技术,在此过程中,晶圆测试图分析因晶圆厂数据的局限性而持续发挥重要作用。将缺陷检测数据与晶圆和材料追溯信息结合收集,对于关联根本原因与纠正措施至关重要,问题解决后工程师可制定监控方案,以经济高效的方式检测未来设备中的同类缺陷并加快响应速度。
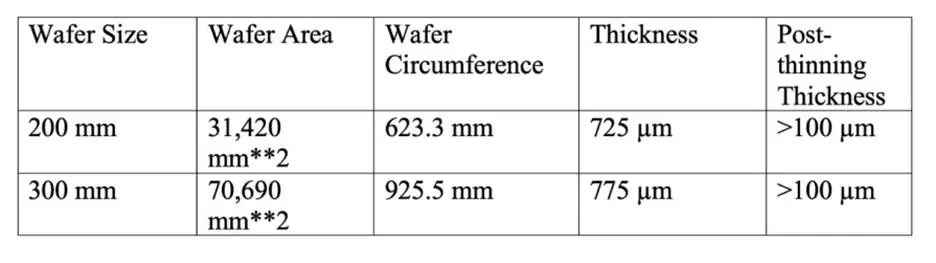
上游工艺的错误可能仅在晶圆电性测试时才能被检测到,因此准确的调整措施计划需要全产线的数据追溯能力,以更快识别缺陷成因。值得注意的是,部分宏观缺陷无法通过上游检测步骤发现。宏观缺陷的定义通常具有场景依赖性,其界定取决于在晶圆制造流程中的发生位置与检测位置,例如毫米级晶体缺陷可能最终导致晶圆破损,此外微观缺陷与宏观缺陷的具体构成也可能因在供应链中的位置而异。
普迪飞(PDF Solutions)技术产品管理总监Steve Zamek指出:“SEMI M 标准系列中多项标准涵盖缺陷规范与定义,但仍存在模糊之处,且这些定义多年来持续演变。从材料供应商角度,宏观缺陷通常指划痕;对晶圆检测设备供应商而言,宏观缺陷指无需显微镜技术即可检测到的缺陷;从无晶圆厂公司或设备制造商角度,宏观缺陷可能指影响多个相邻芯片的缺陷。”
对于50微米以上的宏观缺陷可通过光学检测方法肉眼识别。“这个检测阈值取决于许多因素(例如与基板的对比度等)。我们的设备会对整个晶圆(而非每个芯片)以及整批晶圆进行成像,”Microtronic总裁Reiner Fenske说道。“它们可以检测任何宏观缺陷,例如划痕、边缘缺口、光罩问题、图案错误、多晶硅雾化缺陷、热点、闪场缺陷、涂层或显影剂旋转相关缺陷、晶圆变色、CMP缺陷、冲洗问题、污染、蚀刻缺陷等等。”
先进CMOS和化合物半导体工艺的晶圆需进行宏观缺陷检测,加工过程从晶锭切割晶圆衬底开始直至设备晶圆探针测试结束,查找宏观缺陷需要能够以适当分辨率扫描晶圆大面积区域的技术,若设备制造商要求 100% 抽样检测,生产环境中的检测速度则至关重要。
Onto Innovation 研究员 Woo Young Han表示:“较大的宏观缺陷也可能带来检测挑战,在较高放大倍数下(如10倍、20倍)其对比度可能较低,但相比低放大倍数(如1倍、2倍)反而更易被发现,需在不同放大倍数下多次扫描,这增加了晶圆检测的复杂性与耗时,导致效率低下和资源消耗增加。”
全晶圆检测
晶圆级宏观缺陷可能由晶圆搬运机械臂与吸盘接口错位导致的机械损伤引起,也可能因晶圆上沉积材料问题(包括原材料问题或光刻胶涂覆不均匀)产生,针对此类问题的宏观缺陷检测可触发返工等措施,如从晶圆上剥离薄膜并重复工艺步骤。由于缺陷机制多样,单一波长无法检测所有缺陷,因此需使用不同波长检测各类宏观缺陷。
工艺和良率工程师长期依赖全晶圆自动光学检测(AOI),其主要用于光刻、蚀刻和CMP工艺之后,通常与特定器件检测方案配合使用,无需特定方案即可使用的特性可降低拥有成本。检测传感器虽可现场安装在工艺设备中,但高速独立工具能显著提高效率。
次表面缺陷、埋藏缺陷及光学检测对比度低的缺陷通常最难检测,Microtronic 的Fenske表示:“最难检测的宏观缺陷与背景对比度极低甚至为零,可能未被发现并导致成品良率和可靠性问题;另一个挑战是被后续工艺(绝缘层或金属层)掩埋的缺陷,可能无法通过光学方法检测,可通过增加检测次数并在缺陷变得无法检测前发现它们来克服。”

图1:每个工艺步骤后对全晶圆光学扫描显示了缺陷消失。来源:Microtronic
此外,工程团队也可采用红外检测或基于 X 射线的方法检测表面以下的缺陷,但需在良率提升、生产时间与资金投入间进行经济权衡,红外成像工具在检测空隙或分层缺陷方面尤其有用。
Onto的Han指出:“材料空隙是粘合表面间的微小气隙,表面不可见但可能导致重大问题,如在后续晶圆减薄工艺(研磨和CMP)中造成破裂,可见光成像因无法有效穿透硅材料而难以检测,需依赖红外成像,其过去因相机视野小、速度慢不适合高吞吐量检测,但使用多个相机和X射线管可以充分提高吞吐量。”
与红外技术类似,基于X射线的技术虽比光学技术速度慢,但在发现次表面缺陷方面效果显著,故更常用于失效分析,而通过多摄像头和X射线管提升吞吐量后,也可用于大量缺陷晶圆的实证研究及低采样率在线监测。
Bruker化合物半导体业务产品经理John Wall表示:“X射线衍射(XRD)成像并非对缺陷本身成像,而是对晶体缺陷引起的应变场敏感,应变区域衍射强度高于完美晶体,因此可检测从纳米级(几个缺失原子可能使晶格畸变数十或数百微米)到厘米级的缺陷,小缺陷可能不导致晶圆破裂,大缺陷则可能引发破裂。”
晶体缺陷可能在晶锭生长和晶圆处理过程中产生,如晶圆边缘或背面机械搬运可能引发微小缺陷,加工过程中的热循环会导致微小缺陷扩大并突然破裂,CMP的机械特性也会增加应力导致晶圆碎裂。
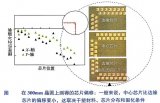
Bruker的Wall分享了一个CMOS半导体晶圆厂案例:CMP工艺中晶圆破损率高达50多片,现有光学检测工具未能发现缺陷,通过XRD实证研究检测到数千片晶圆存在划痕和边缘损伤,根源为上游设备晶圆卡盘导致的背面重复性点缺陷,研究确定了高破损风险的晶圆区域及三类最大缺陷尺寸,客户因此重新设计卡盘并在该工艺步骤后启用XRD监控模式。
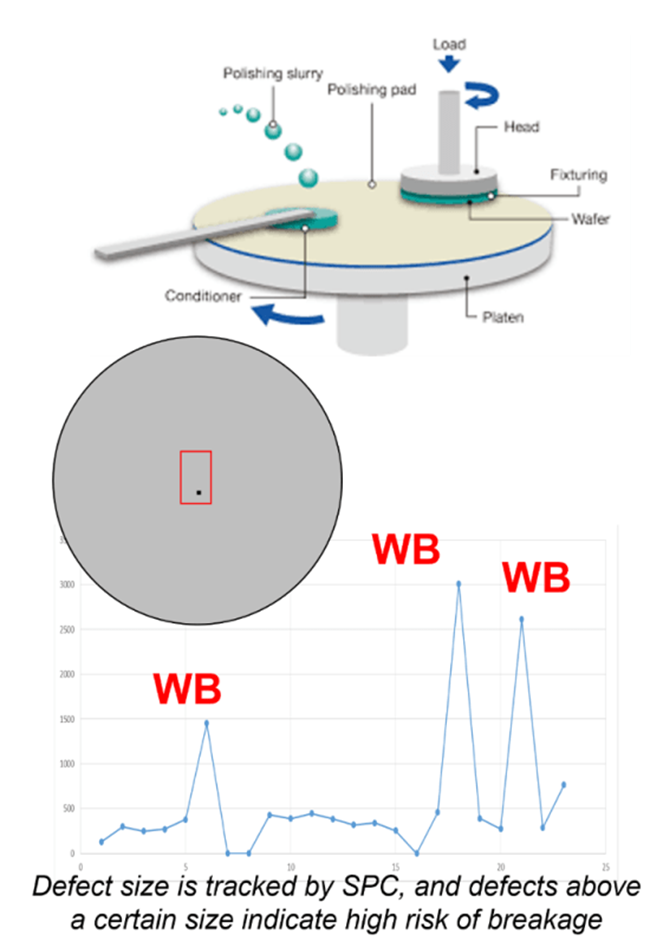
图2:由于上游设备产生的点缺陷,铜化学机械抛光(CMP)过程中发生晶圆破裂。通过统计过程控制(SPC)确定了导致晶圆破裂的工艺模块。来源:Bruker
电气测试晶圆图分析
晶圆测试图分析为识别宏观缺陷(尤其是划痕和较小缺陷簇)提供了另一途径,可补充传统成像技术不足,识别检测未能发现的宏观缺陷,发现缺陷后纠正措施可能包括更新检测策略。无晶圆厂芯片制造商通常无法获取整片晶圆检测数据,因此晶圆测试图虽反馈滞后,但仍能为晶圆制造工艺问题提供有效反馈。
Microtronic的Fenske表示:“晶圆测试图的空间特征分析是一种强大技术,通常与在线监测到的宏观特征相关联,但检测到纠正措施间的滞后时间可能导致主动偏移影响数百甚至数千个晶圆。”
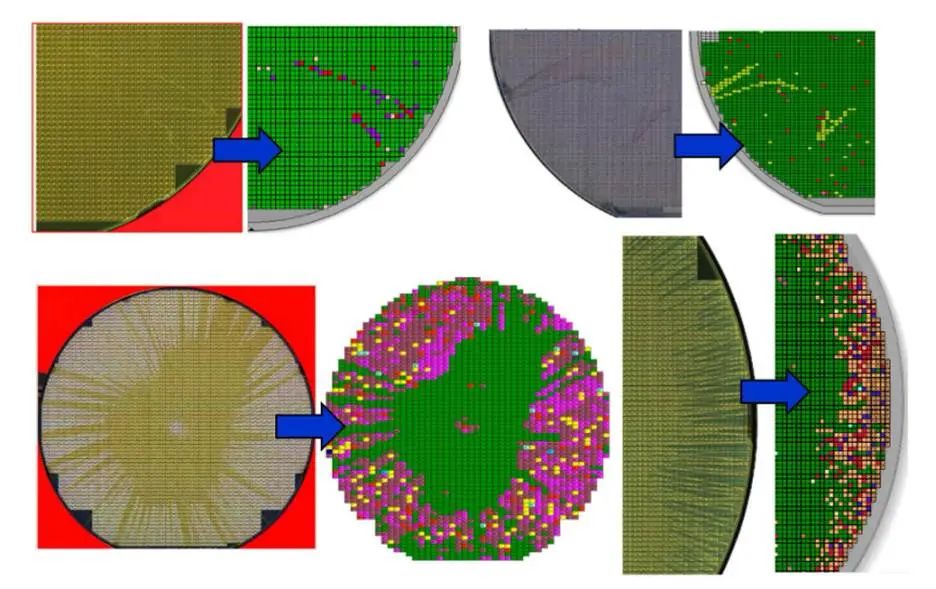
图3:全晶圆检测图像与晶圆测试图的关联性。来源:Microtronic
与此同时,晶圆探针测试期间的晶圆处理问题(如探针卡针头异物、晶圆沉积异物、设备划痕等)可能导致多个芯片失效,这些缺陷在晶圆图上显示为宏观缺陷,空间异常值检测测试算法还可能指示任何检测工具(光学、红外或XRD)均无法检测到的宏观缺陷问题。
普迪飞的Zamek指出:“许多成熟的IDM、Foundry和OSAT在晶圆电测试中采用空间异常值筛选技术,可在测试单元或企业级别用于良率管理系统,在测试操作分析模块中,空间特征会被视为宏观缺陷,即使早期检测步骤无法用光学方法检测到。”
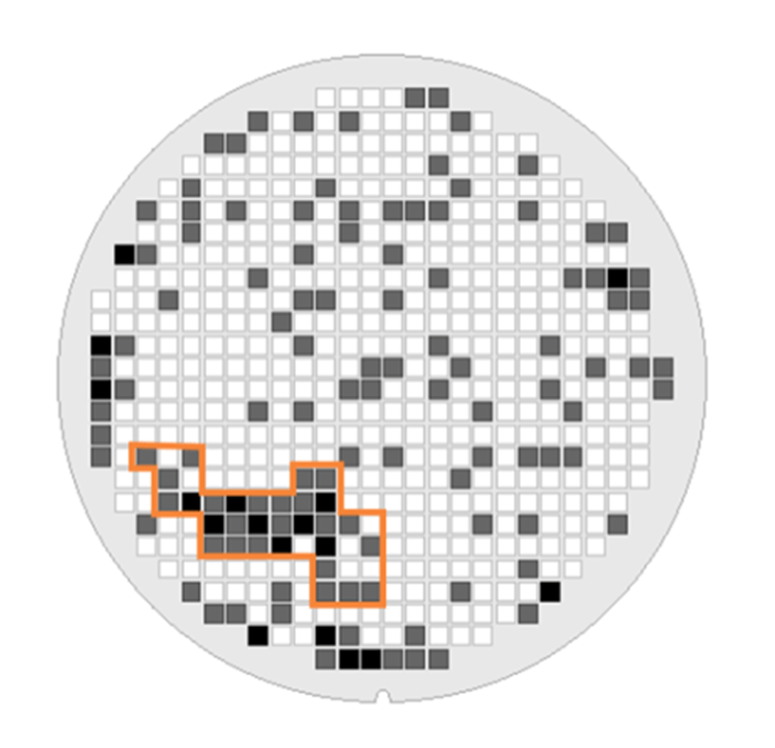
图4:电气测试空间异常值检测方法将宏观缺陷显示为局部聚集分布。来源:普迪飞
全球领先的ATE公司通常在测试后提供晶圆测试图数据,但在测试单元上实时执行缺陷检测仍是挑战。“总体而言,我们在测试、设计和制造领域推进AI/ML应用.”Teradyne机器学习主管Jin Yu表示,“我们与客户合作开展缺陷晶圆图像检测研究,近期一篇论文使用Kaggle数据集将晶圆测试图图像分为八类,我们的方法不同:首先自主标注并分为中心型、局部簇状、随机型和报废型,报废型与某些宏观缺陷相关(具体视废品图像大小可能为宏观或微观问题);其次使用的算法不同于传统计算机视觉方法。”
Teradyne采用Meta DinoV2视觉转换器作为图像基础模型(基于数百万张图像训练获取特征嵌入),并将结果输入光梯度增强机(LGBM)算法执行决策树分析,实现晶圆测试图四类分类,该组合方法基于客户数据达到98%准确率,优于单独使用神经网络或视觉转换方法的95%。
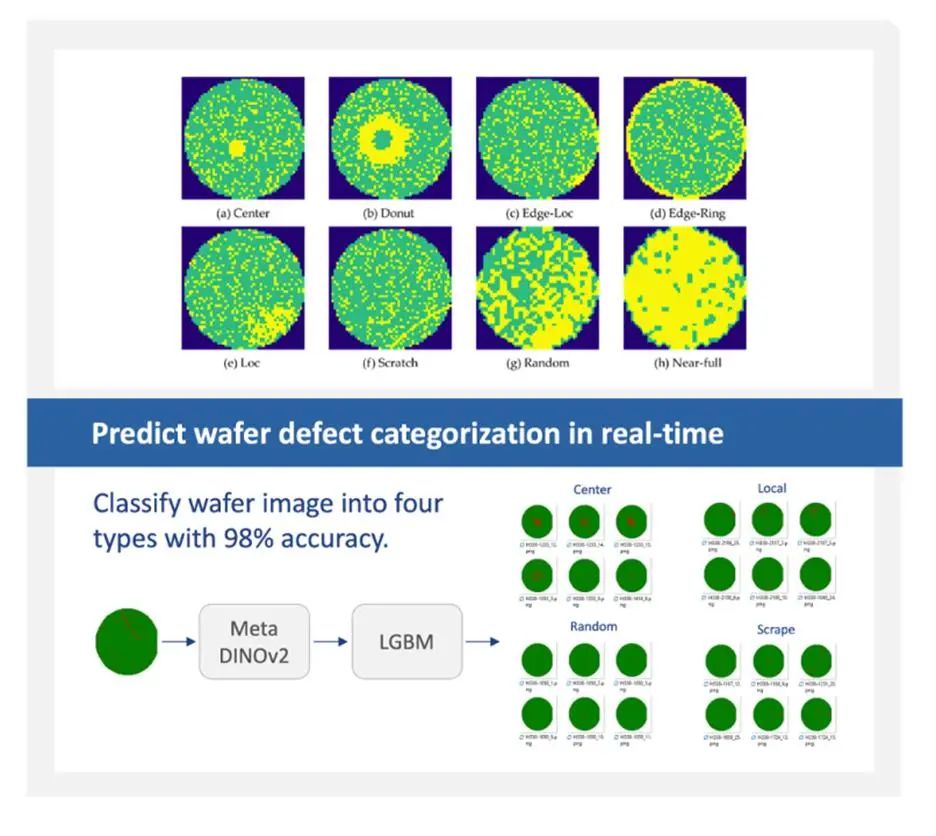
图5:使用先进的机器学习算法进行实时晶圆缺陷分类。来源:Teradyne
结论
宏观缺陷检测贯穿晶圆制造全过程,从硅锭切割阶段开始即需介入,但因缺陷成因复杂多样,需综合运用光学、红外和X射线衍射等多种检测方法,且检测开展越早,晶圆废品率越低。然而受限于技术或流程,早期检测并非总能实现,因此研发团队仍需借助晶圆测试图分析,通过可追溯数据分析改进上游工艺或调整检测策略。
普迪飞的Zamek表示:“化合物半导体、小芯片(Chiplets)、晶圆级封装等新技术的兴起,对宏观检测提出新需求,这种需求贯穿整个制造流程 —— 从晶体生长到晶圆厂在线工艺、后端封装及测试环节,这正是许多客户认识到部署企业级分析工具、打破数据孤岛价值的原因。”
-
晶圆
+关注
关注
53文章
5449浏览量
132750 -
检测
+关注
关注
5文章
4930浏览量
94286 -
普迪飞
+关注
关注
1文章
41浏览量
146
发布评论请先 登录






【新启航】《超薄玻璃晶圆 TTV 厚度测量技术瓶颈及突破》


什么是晶圆级扇出封装技术
wafer晶圆厚度(THK)翘曲度(Warp)弯曲度(Bow)等数据测量的设备
晶圆隐裂检测提高半导体行业效率




评论