 西门子S7-300 PLC通过RS485转PROFIBUS-DP网关写入命令让激光测距传感器开启快速模式连续测量
西门子S7-300 PLC通过RS485转PROFIBUS-DP网关写入命令让激光测距传感器开启快速模式连续测量

西门子S7-300 PLC通过RS485转PROFIBUS-DP网关写入命令让激光测距传感器开启快速模式连续测量
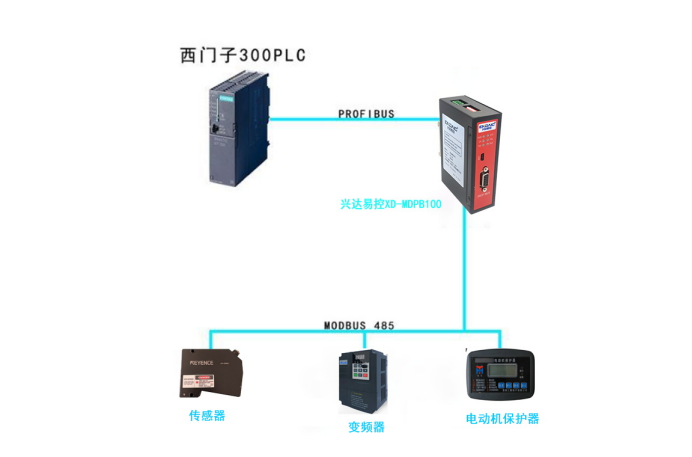
在工业自动化领域,不同协议设备间的数据互通常成为系统集成的难点。以西门子S7-300 PLC与JRT激光测距传感器的通信为例,前者采用PROFIBUS-DP协议,后者通常支持RS485接口的Modbus RTU协议,两者如同使用不同语言的对话者,需借助RS485转PROFIBUS-DP网关实现协作。

物理层对接:将JRT传感器的RS485端子(A/B线)接入RS485转PROFIBUS-DP网关的从站接口,RS485转PROFIBUS-DP网关的DP端口则通过紫色双绞线连接PLC的DP主站接口。需注意终端电阻设置,避免信号反射导致通信中断。
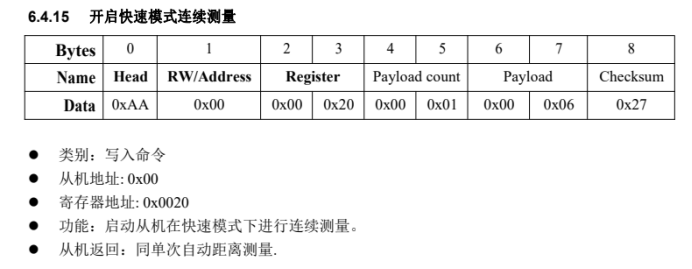
传感器模式设置:通过手册查看工作模式命令格式。例如写入开启快速模式连续测量,此时模块会按预设周期主动上传数据。
下面通过配置RS485转PROFIBUS-DP网关实现传感器快速模式连续测量,具体步骤如下
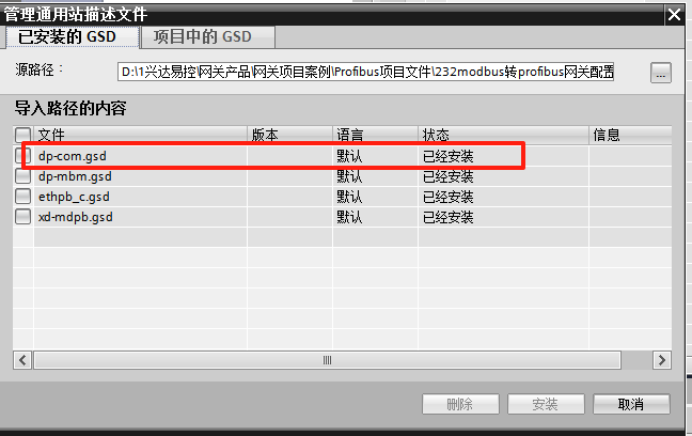
首先导入RS485转PROFIBUS-DP网关GSD文件到TIA Portal 编程软件
找到安装好的RS485转PROFIBUS-DP网关驱动拖拽到组态界面进行与plc组态
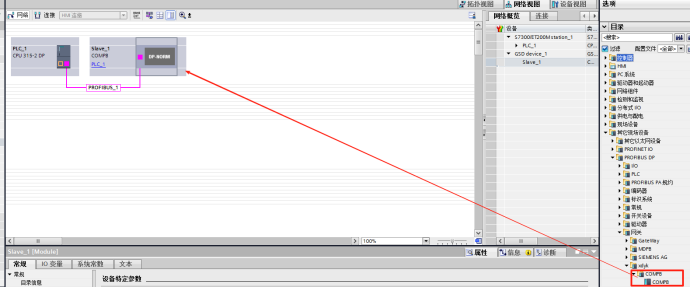
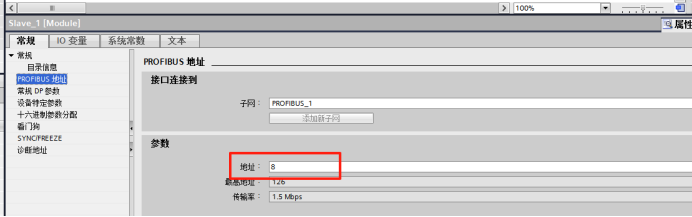
在RS485转PROFIBUS-DP网关属性设置profibus地址
设置波特率,数据位,起始位,校验位等

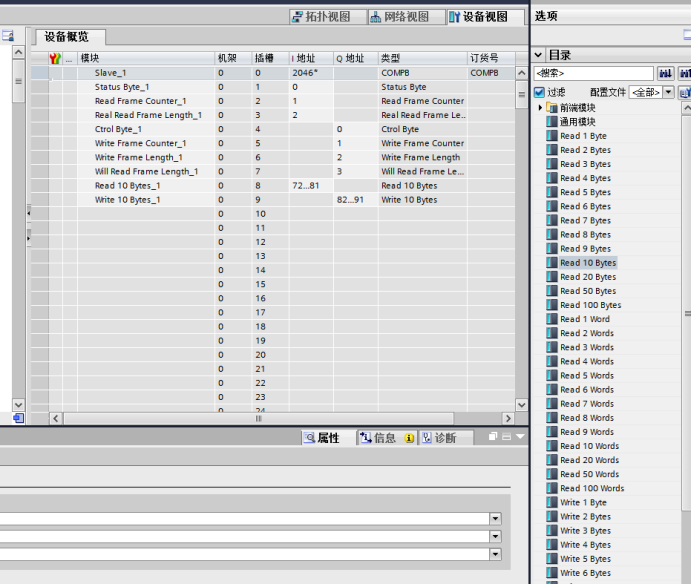
进入设备视图添加输入输出指令
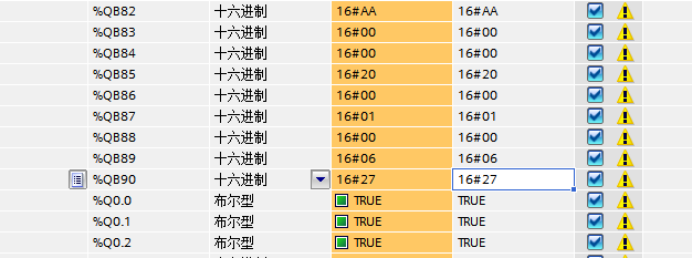
在监控表QB82-QB90写入快速模式连续测量命令AA 00 00 20 00 01 00 06 27
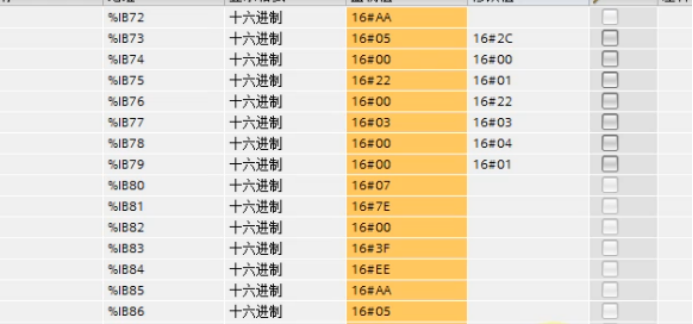
在ib72-ib86查看传感器返回数据
通过RS485转PROFIBUS-DP网关的桥梁作用,西门子PLC与国产传感器的协同不再是技术壁垒,而是智能化升级的标配选项。这种跨品牌、跨协议的集成模式,正推动工业4.0时代“万物互联”从概念走向落地。
审核编辑 黄宇
-
plc
+关注
关注
5045文章
14441浏览量
483569 -
网关
+关注
关注
9文章
6429浏览量
55577
发布评论请先 登录
西门子S7-1500 PLC和S7-300 PLC Profibus-DP通讯的组态实例

RS485/232转PROFINET网关在台凌变频器与西门子PLC通讯中的配置与应用

RS485转PROFIBUS网关在工业自动化中的应用与实现
西门子S7-1200 PLC与JRT激光测距传感器的RS485转Profinet网关集成方案解析

RS485转profinet网关如何让JRT激光测距传感器开启自动模式连续测量模式

RS485转PROFIBUS DP网关写入命令让JRT激光测距传感器开启慢速模式连续测量

西门子S7-300 PLC通过RS485转PROFIBUS-DP网关发送命令让JRT激光测距传感器开启一次慢速距离测量

西门子300PLC通过RS485转Profibus-DP网关实现JRT激光测距传感器开启一次自动模式测量
RS485转ProfibusDP网关通过发送报文实现激光测距传感器开启关闭激光
JRT激光测距传感器通过RS485转PROFIBUS-DP网关开启一次自动测量模式

JRT激光测距传感器如何通过RS485转profibusDP网关在300plc写入命令实现开启一次慢速距离测量
Modbus RTU 转 Profibus 网关实现V5 - F5 变频器与西门子 S7-300 PLC数据交互
RS485/modbus转profibus DP转换网关

Modbus转Profibus-DP:快速上手协议转换模块的配置技巧
西门子S7-300 PLC的详细介绍






 工商网监
工商网监
评论