磷酸铁锂介绍
锂离子电池作为一种高性能的二次绿色电池,具有高电压、高能量密度(包括体积能量、质量比能量)、低的自放电率、宽的使用温度范围、长的循环寿命、环保、无记忆效应以及可以大电流充放电等优点。锂离子电池性能的改善,很大程度上决定于电极材料性能的改善,尤其是正极材料。目前研究最广泛的正极材料有LiCoO2、LiNiO2以及LiMn2O4等,但由于钴有毒且资源有限,镍酸锂制备困难,锰酸锂的循环性能和高温性能差等因素,制约了它们的应用和发展。因此,开发新型高能廉价的正极材料对锂离子电池的发展至关重要。
1997年,Padhi等报道了具有橄榄石结构的磷酸铁锂(LiFePO4)能够可逆地嵌脱锂,且具有比容量高、循环性能好、电化学性能稳定、价格低廉等特点,是首选的新一代绿色正极材料,特别是作为动力锂离子电池材料。磷酸铁锂的发现引起了国内外电化学界不少研究人员的关注,近几年,随着锂电池的越来越广的应用,对LiFePO4的研究越来越多。
磷酸铁锂的结构
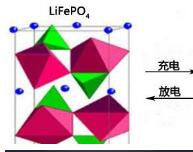
磷酸铁锂(LiFePO4)具有橄榄石结构,为稍微扭曲的六方密堆积,其空间群是Pmnb型,晶型结构如图2.1所示

LiFePO4由FeO6八面体和PO4四面体构成空间骨架,P占据四面体位置,而Fe和Li则填充在八面体空隙中,其中Fe占据共角的八面体位置,Li则占据共边的八面体位置。晶格一个FeO6八面体与两个FeO6八面体和一个PO4四面体共边,而PO4四面体则与一个FeO6八面体和两个LiO6八面体共边。由于近乎六方堆积的氧原子的紧密排列,使得锂离子只能在二维平面上进行脱嵌,也因此具有了相对较高的理论密度(3.6g/cm3)。在此结构中,Fe2+/Fe3+相对金属锂的电压为3.4V,材料的理论比容量为170mA·h/g。在材料中形成较强的P-O-M共价键,极大地稳定了材料的晶体结构,从而导致材料具有很高的热稳定性。
Wang等对LiFePO4的电化学性能做了详细的分析,图2.2是LiFePO4的循环载荷伏安图,在C-V图中形成两个峰,在阳极扫描时Li+从LixFePO4结构中脱出,在3.52V形成氧化峰;当在4.0~3.0扫描时Li+嵌入到LixFePO4结构中,相应的在3.32V形成还原峰;C-V曲线中的氧化还原峰表明在L iFePO4电极上发生着可逆的锂离子嵌脱反应。
磷酸铁锂的性能
1)高能量密度
其理论比容量为170 mAh/g,产品实际比容量可超过140 mAh/g(0.2C,25°C);
2)安全性
是目前最安全的锂离子电池正极材料; 不含任何对人体有害的重金属元素;
3)寿命长
在100%DOD条件下,可以充放电2000次以上;(原因:磷酸铁锂晶格稳定性好,锂离子的嵌入和脱出对晶格的影响不大,故而具有良好的可逆性。存在的不足是电极离子传导率差,不适宜大电流的充放电,在应用方面受阻。解决方法:在电极表面包覆导电材料、掺杂进行电极改性。)
磷酸铁锂电池的使用寿命与其使用温度息息相关,使用温度过低或者过高在其充放电过程及使用过程均产生极大不良隐患。尤其在中国北方电动汽车上使用,在秋冬季磷酸铁锂电池无法正常供电或供电电源过低,需调节其工作环境温度保持其性能。目前,国内解决磷酸铁锂电池恒温工作环境需考虑空间限制问题,较普遍的解决方案是使用气凝胶毡作为保温层。
4)充电性能
磷酸铁锂正极材料的锂电池,可以使用大倍率充电,最快可在1小时内将电池充满。
磷酸铁锂生产工艺流程
1、磷酸铁烘干除水
(1) 烘房烘干工序:不锈钢匣钵装满原料磷酸铁置入烘房,调节烘房温度220±
20℃,6-10小时烘干。出料转下一工序至回转炉烧结。
(2) 回转炉烧结工序:回转炉升温、通氮气达到要求后,进料(来自上工序烘房的
物料),调节温度540±20℃,烧结8-12小时。
2、研磨机混料工序
正常生产时,两台研磨机同时投入运行,两台设备具体投料和操作相同(调试时一台单独运行亦可),程序如下:
(1)碳酸锂研磨:称量碳酸锂13Kg、蔗糖12Kg、纯水50Kg,混合研磨1-2小时。暂停。
(2)混合研磨:在上述混合液中加入磷酸铁50Kg,纯水25Kg,混合研磨1-3小时。停机,出料转入分散机。取样测粒度。
(3)清洗:称量100Kg纯水,分3-5次清洗研磨机,洗液全部转入分散机。
3、分散机机物料分散工序
(1)将2.2两台研磨机混合好(或者1台研磨机两次混合)的物料约500Kg(包括清洗研磨机的物料)一起转入分散机,再加入100Kg纯水,调节搅拌速度,充分搅拌分散1-2小时,等待用泵打入喷雾干燥设备。
4、喷雾干燥工序
(1)调节喷雾干燥设备的进口温度220±20℃,出口温度110±10℃,进料速度80Kg/hr,然后,开始进料喷雾干燥,得到干燥物料。
(2) 可以按照喷雾粒度大小调节固含量为15%~30%。
5、液压机物料压块装料分别调节液压机的压力为150吨和175吨,在模具中装入喷雾干燥好的物料,保压一定时间,压实成块状。装入匣钵转入推板炉。同时,放入几组散装样品,与压成块状的物料进行对比。
6、 推板炉烧结先升温,通氮气,达到气氛要求100ppm以下,将匣钵推入推板炉,按升温段300-550℃,4-6小时;恒温段750℃8-10小时;降温段6-8小时进行,出料。
7、 辊压超细磨
将推板炉烧好的物料输入超细磨,调节转速,进行辊压研磨后送入超细磨进行研磨。每批取样测试粒度。
8、筛分、包装
将研磨物料进行筛分、包装。5Kg、25Kg两种规格。
9、检验、入库
产品检验、贴标签入库。包括:产品名称、检验人、物料批次、日期。