1引言
随着计算机技术和网络技术的发展,各种新型的控制方式应用于机器人控制。分布式控制系统是在计算机监督控制系统、直接数字控制系统和计算机多级控制
2010-12-03 11:02:43 1240
1240 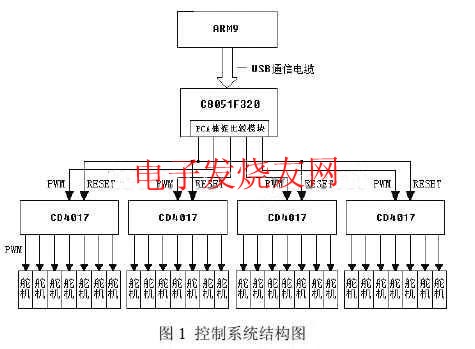
本文介绍了基于可编程控制器(PLC)和Profibus总线的车库控制系统,简述了多层升降横移立体停车库工作原理、结构特点,通过PLC软件设计及其优化,实现了立体车库的自动控制。
2021-03-26 15:34:476841 
代替人工操纵机器和机器体系进行加工生产的趋势,分布式I/O可以与各种传感器、执行器和控制系统相连接,实现生产线的自动化控制。通过实时采集和传输数据,分布式I/O能够精确控制生产过程中的各种参数,如温度
2023-12-28 14:47:02
计算机硬件的配置方式和相应的功能配置方式。它是一种多处理器的计算机系统,各处理器通过互连网络构成统一的系统。系统采用分布式计算结构,即把原来系统内中央处理器处理的任务分散给相应的处理器,实现不同功能的各个处理器相互协调,共享系统的外设与软件。这样就加快了系统的处理速度,简化了主机的逻辑结构
2009-07-22 14:53:12
和集中控制的自动控制系统。分布式控制系统采用微处理机分别控制各个回路,而用中小型工业控制计算机或高性能的微处理机实施上一级的控制。各回路之间和上下级之间通过高速数据通道交换信息。分布式控制系统具有数据获取
2010-03-01 22:19:00
[应用描述]DCS,又称为分布式控制系统,即集散控制系统,由过程控制级和过程监控级组成。相对于集中式控制系统而言,它是一种新型计算机控制系统,它是在集中式控制系统的基础上发展、演变而来的。该系统以
2018-07-24 13:30:46
级别,企业家级别,操作员级别等。 分布式控制系统的应用 DCS系统可以在一个简单的应用程序中实现,如使用微控制器网络的负载管理。这里的输入是从一个键盘给一个微控制器,与另外两个微控制器通信。其中一个微控制器用于显示过程的状态以及负载,另一个微控制器控制继电器驱动器。继电器驱动器又驱动继电器来操作负载。
2020-09-01 17:55:05
由多台计算机分别控制生产过程中多个控制回路,同时又可集中获取数据、集中管理和集中控制的自动控制系统 。分布式控制系统采用微处理机分别控制各个回路,而用中小型工业控制计算机或高性能的微处理机实施上一级的控制 。
2020-03-13 09:02:22
IEC 61499是什么?PLC也可以通过网络构成分布式控制系统么?这两个标准有什么区别呢?
2021-09-28 08:27:23
TSP分布式控制有什么优势?TSP分布式控制提高了测试速度并且降低了测试成本。
2021-05-12 06:19:56
本帖最后由 南中南 于 2016-1-7 11:05 编辑
针对多步进电机控制系统的要求,设计了基于STM32和MSP430的分布式多步进电机控制系统。分享下
2016-01-07 10:16:17
基于虚拟仪器的城市景观照明分布式控制系统设计与实现针对城市级景观照明系统分布广,数量多的特点,设计一种基于虚拟仪器的可组分布式城市景观照明控制系统。采用C8051F040 处理器构建多通道照明控制
2009-12-01 10:19:03
分布式车身控制系统的结构是怎样构成的?分布式车身控制系统有哪些功能?
2021-05-13 07:03:30
如何去设计一种分布式数据采集与控制系统?
2021-05-28 07:18:31
启动,自主组网,并根据控制对敌方雷达网、通信网、制导网和预警机等电子信息系统实施接近式侦察和干扰,这将在未来的电子对抗中发挥重要作用。分布式干扰系统采用逼近的分布式网络化结构,形成一种“面对面
2019-08-08 06:57:44
的可靠性。我们采用了PCC(计算机控制中心) ,加CAN 总线分布采集模块,触摸屏构成湿法皮革生产线的自动控制系统。
2019-08-13 06:12:00
现代微电子学为实验物理学、工程学和其他应用中的分布式系统发展提供了新的可能。用于数据采集(DAQ)且与网络相互连接的新型模块化微处理器系统和分布式控制应用正被人们提出并讨论。高功率多功能的特定(用于
2019-07-24 07:03:45
控制系统。在此系统中,现场总线通信技术至关重要。本文就某水利站分布式控制系统项目,介绍上海泗博自动化的Modbus转Profibus-DP协议网关设备的应用。
2019-09-26 07:37:11
一种介绍基于CAN/LIN总线的车门分布式控制系统设计
2021-05-14 06:44:29
根据烟叶复烤生产工艺的特点及控制要求,分析并设计了烟叶水分、温度、流量和联锁控制方案;构建了基于Ethernet十PLC十Inter-bus的分布式控制系统。根据控制方案及其控制方式,采
2009-03-17 10:22:25 11
11 针对六自由度机器人控制系统的特点以及空间环境对系统的影响,提出基于双冗余设计思想的分布式视觉伺服控制系统。该系统由主控制计算机和关节控制器、手爪控制器、手眼视
2009-03-28 08:45:3310 针对印刷机外围设备多分散、实时性和可靠性要求高等问题,设计了一种基于P R O F I B U S总 线与软PL O的分布式监控系统。本文介绍了分布式控制系统的总体结构、I / O从站的硬件
2009-04-10 09:52:0921 本文介绍了一种应用于并联液压混合动力车的控制系统。该控制系统采用基于CAN 总线的分布式控制系统体系结构,确定了网络协议,并设计了控制系统的硬件平台和控制软件,最后
2009-05-25 14:37:2420 介绍了某钢铁厂造型生产线PLC控制系统技术改造方案,本系统采用PROFIBUS-DP过程现场总线技术实现主站与从站的数据交换和分布式控制功能,通过上位机进行集中控制,完成可视化人
2009-05-26 11:48:4118 现场总线是目前自动化技术发展的一个热点。本文介绍基于CAN总线的分布式控制网络系统的设计方法,给出了Intel 80C196KC+SJA1000和PIC16F877+MCP2510两种典型的CAN总线智能节点的硬件电
2009-06-01 10:33:0124 分析了传统的串行通信和集中式控制的缺点,提出将CAN 总线技术应用于分布式三维步进电机控制系统,给出了分布式控制网络的拓扑结构和网络物理层、数据链路层的实现方法,
2009-06-06 13:43:1223 介绍了基于PROFIBUS-DP 现场总线的分布式控制技术在煤粉制备系统中的应用,提出了工业控制计算机(IPC)与可编程控制器(PLC)相结合的FCS 控制模式,采用现场总线控制(FCS)和组
2009-06-06 14:22:4618 基于PLC分级递阶分布式控制的无速度传感器矢量控制调速系统:提出了一种实用的基于PLC 分级递阶分布式控制的多电机无速度传感器矢量控制调速系统设计的新方法。实验结果表明
2009-06-08 14:01:2626 本文重点介绍了采用西门子S600 楼宇自控系统,为电脑公司设计的分布式计算机控制系统。关键词:分布式控制 楼宇自动化Abstract:The article chiefly introduce a distributed computer control
2009-06-11 16:25:0414 现场总线是目前自动化技术发展的一个热点。本文介绍基于CAN 总线的分布式控制网络系统的设计方法,给出了Intel 80C196KC+SJA1000 和PIC16F877+MCP2510两种典型的CAN总线智能节点的硬件电路
2009-06-12 15:51:0521 介绍了现场总线集成的必要性和现场总线控制系统(FCS)集成技术的发展。结合实例说明了基于Profibus-DP 现场总线控制系统集成技术的设计和实现,并给出了基Profibus-DP 现场总线控
2009-06-15 09:12:2528 利用SIMATICS7 PLC、工业以太网和PROFIBUS 总线组成了分布式控制系统,具体描述了系统的构成以及组态实现。系统在逻辑结构上分为两层:现场设备层和网络控制层,PROFIBUS 用于现场设
2009-06-29 08:28:4128 本文主要以解决方案形式介绍了具有GSM 短信控制功能和公共电话网控制功能的控制系统,同时为解决分布式控制系统存在重新布线或布线困难的问题,采用无线分布式控制方式,
2009-07-30 14:47:4333 介绍了由Simatic S7-400 PLC、通用变频器MicroMaster和工控组态软件WinCC组成的基于ProfiBus-FMS总线的分布式控制系统及其在污水处理工厂中的应用。系统采用集中管理、分散控制的方式
2009-07-30 16:41:3926 本文结合工程背景,设计并实现了分布式控制系统的近地/远程实时监控软件,其中近地中央管理级控制软件采用多线程技术实现,远程实时监控软件采用B/S结构实现。关键词:分
2009-08-05 14:45:4813 本文介绍了SIEMENS 公司的分布式控制系统SIMATIC DCS 在白炭黑生产过程中的应用。阐述了系统的工艺流程、硬件配置、软件配置和控制系统完成的主要功能。关键词:白炭黑;工业
2009-08-15 11:01:2025 一种基于CAN 总线的变电站分布式控制系统的设计方案;给出了智能监控变电站控制系统的硬件电路、软件设计程序和通信程序设计。在软/硬件设计中均采用了模块化的结构,
2009-08-25 11:39:5818 一般来说,集中式预测控制问题可以用分布式预测控制方法求解,求解的精度与问题的性质有关。分布式控制系统需要通讯的数据,可以根据所得控制律的形式来确定。在网络环
2009-08-27 09:41:1212 本文给出一种基于CAN 总线驱动器TJA1040 的分布式控制系统的网络组成实现。该方法既有CAN 总线传输距离远、传输速率快、可靠性高等的特点,又有等同于RS-232 的编程容易、接口简单
2009-08-27 10:32:3191 本文就一种DCS 与PLC 作为上下位机的分布式控制系统,介绍基于Modbus 协议的通信网络在其中的应用,以及该网络的硬件构成及程序设计。关键词:Modbus 协议分布式控制系统 通
2009-09-01 09:35:0716 介绍了通过PROFIBUS 现场总线和S7-300 实现的多级接力恒压供水控制系统。将整个楼宇分为多个区,采用PLC 的分布式I/O 对各分区设备进行控制,实现变频恒压供水。采用WinCC 6.0 设计
2009-09-03 11:22:4322 针对轨道车辆分布式控制系统中驱动电机多而分散、系统信息量大、布线复杂、调试不方便等特点,设计了一种基于CAN 总线技术的多电机分布式控制系统。通过CAN 总线,监控主
2009-09-12 15:38:1030 根据加速器高频控制的网络化和自动化的要求,设计了一种基于Profibus-DP 和Ethernet 的并适用于加速器高频系统的强磁场运行环境的控制系统。采用PLC 为核心控制设备,并结合分布式I
2009-09-24 10:15:5413 以某酒厂稻谷加工DCS 控制系统为例,介绍了冗余技术在分布式控制系统中的应用,并从PLC 冗余、通信冗余和软件编程三方面进行了详细的论述。
2009-11-14 09:48:4616 以某酒厂稻谷加工DCS控制系统为例,介绍了冗余技术在分布式控制系统中的应用,并从PLC冗余、通信冗余和软件编程三方面进行了详细的论述。
2010-07-20 16:15:445 针对城市级景观照明系统分布广、数量多的特点,设计一种基于虚拟仪器的可组分布式城市景观照明控制系统.采用C8051F040处理器构建多通道照明控制硬件平台,利用CAN总线网络技术完
2010-09-30 16:45:1424 基于Profibus-DP的PLC与PC现场总线控制系统
目前,石油化工行业中使用的微机发油控制系统大都采用自行开发的单片机系统控制油泵,
2009-06-13 15:55:298831 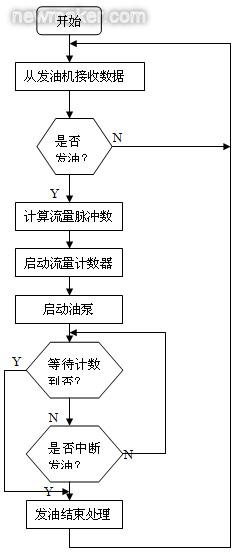
基于CAN总线的分布式控制器设计和实现
近年来大学生的科技创新设计活动越来越丰富,而为每个机电系统设计专门的控制器不仅耗时,而且难以满足系统的稳定性要求,这
2009-10-26 14:11:46730 
GPRS网络的PLC分布式控制系统
摘要:将PLC控制系统与现有GPRS无线通信网络技术集成,通过GPRS网络通信技术,可以实现全国,甚至全球范围内的数据超远程可靠传输,进
2010-04-21 18:03:21809 本文选取灯光、雨刷及底盘部分电磁阀这些控制节点来说明车身控制系统如何实现分布式控制方案。
2011-01-28 16:58:011642 
NCS2控制系统是新一代分布式现场总线控制系统,适用于中、大规模工业控制环境,提供过程控制、逻辑控制和批处理控制功能。
2011-05-18 15:39:4636 DCS是分布式控制系统的英文缩写(Distributed Control System),在国内自控行业又称之为集散控制系统
2011-06-21 11:48:301474 工业机器人分布式控制系统实例介绍了浇注生产线浮渣铲除工业 机器人 分布式控制系统的设计方案、硬件结构和软件体系工业机器人分布式控制系统是一种比较理想的快速实时控制系
2011-07-13 12:04:34110 根据单元串联式高压变频控制的原理, 建立了 分布式控制 的电路拓扑结构, 提出了中央控制单元- 总线分布单元 模式的一种新的控制策略。设计的高压变频分布式控制系统, 以低压功率
2011-08-26 17:16:1040 简述了基于CAN总线分布式控制系统的结构,并介绍了组态软件在现场总线控制系统中的作用,给出了组态王6.51组态软件开发监控程序的一般方法,重点分析了组态软件在基于CAN总线的
2011-09-09 12:02:2027 针对印刷机外围设备多分散、数据传输信息量大、实时性和可靠性要求高等问题,设计了一种基于CAN现场总线的分布式控制系统。监控主机运行软PLC程序,通过PC-CAN卡与现场I/O从站进行
2011-09-21 17:05:1843 本文阐述了分布式控制系统的主从式RS485多机通信原理和实现方案, 介绍了RS485串行通信接口标准和转换电路, 说明了8031单片机系统RS485多机通信的软硬件设计方法
2011-11-04 15:13:56126 介绍了分布式控制系统和CAN总线的概念和特性。提出了一种用于智能机器人的分布式控制系统结构,时基于该控昔对系统的智能机器人的体系结构、导航与控制、环境感知进行了研究。
2012-04-25 14:57:5355 提出了一种基于CAN总线的分布式水下航行器控制器的设计方法,主要描述了其硬件总体设计方案和实现办法。控制器作为分布式控制系统的一个节点,与其他节点之间以CAN总线连接并形
2013-06-08 17:54:5531 基于分布式控制系统的轮式智能机器人研究电子论文!资料来源网络,如有侵权,敬请见谅
2015-11-30 11:34:035 通用智能机器人分布式控制系统的设计与实现!资料来源网络,如有侵权,敬请原谅!
2015-12-25 09:35:255 PROFIBUS现场总线控制系统及应用
2017-02-07 18:05:3710 PROFIBUS现场总线控制系统及应用
2017-02-07 18:05:3735 基于CAN总线的染色机分布式控制系统_周怡君
2017-03-19 11:33:110 结合 CAN 总线和 LIN 总线各自的优缺点,设计实现了基于 CAN/LIN 总线的分层式车门控制系统,首先讲述了集中式控制系统结构和分布式控制系统结构的实现及相应的特点,论述了选定分布式结构的原因,然后详述了车门分布式系统的实现及相关技术。
2017-09-08 10:58:187 分布式控制系统的安全和稳定运行十分重要的同步控制、故障响应等问题,并就分布式系统的直流母线电压平衡控制展开讨论。通过6kV/1MV.A链式STATCOM的并网实验,验证分布式控制系统的有效性、可扩展性以及可靠性。
2018-01-02 18:20:230 运输、设备电磁干扰大、运行环境差及设备间工艺连锁关系比较复杂等。为解决传统散料输送控制系统电缆用量大、电磁干扰严重及信号易丢失等问题,采用分布式现场总线控制技术,在每台工艺设备旁配置具有现场总线功能的智能
2018-01-19 15:40:090 当前在国际上有影响的现场总线标准很多,其中,Profibus-DP主要用于中央处理器与分散外围设备之间的高速数据通信,解决自动控制系统(如PLC、PC等)通过高速串行总线与分散的现场设备
2019-06-25 08:08:003563 
分布式控制与集中式运动控制系统的比较 CAN物理层 CANopen协议 驱动器与运动控制设备概述 多轴同步协调运动 IDMxxx(CAN/CANopen)系列全数字通用伺服驱动器
2018-09-03 08:00:009 用来提高驾驶的方便性和乘坐的舒适性,该系统涵盖的范围较广,包括灯光控制、车门控制、座位控制、气候(空调)控制、仪表盘显示等。本文将介绍一种分布式车身控制系统的设计方法,该系统可对汽车灯光、雨刷及底盘部分电磁阀等节点进行分布式控制。
2020-05-29 08:10:001890 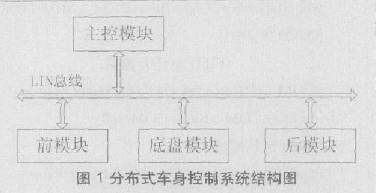
针对传统控制系统过于复杂的缺点,本文提出一种高压变频的分布式控制策略,系统采用“中央控制单元-总线-分布控制单元”的分布式控制。
2019-11-27 08:00:002634 
本文将介绍一种应用于寻迹小车的分布式控制系统的设计方法,该系统可对电机模块、传感器模块和灯控模块进行分布式控制。这样设计是为该系统将来从寻迹小车到真车进行移植提供方便。
2019-10-17 07:59:003055 DCS(Distributed Contorl System),集散控制系统,又称分布式控制系统。FCS(FieldBus Contorl Syestem),现场总线控制系统.PLC(Program
2018-11-03 11:16:5515854 Freelance最初版本发布于1994年,是ABB针对过程工业提供的经济高效的分布式控制系统(DCS)解决方案。它结合了DCS与可编程逻辑控制器(PLC)的优点,具有易用性、可扩展性、灵活性和可靠性的特点。Freelance 2019是该分布式控制系统的最新版本。
2018-12-06 16:19:384591 为了实现机器人应用系统的协调问题,实现多个控制模块之间的通信,现设计并实现了一种基于UART的机器人分布式控制通信协议。硬件上采用RS-485型电气接口,分析了控制网络的信息模型,实现了令牌环控制
2018-12-19 16:46:547 分布式控制系统是最流行的,它是专门设计的冗余和诊断功能,以提高控制的可靠性和性能。它为控制分布式离散现场设备及其操作站提供了更大的灵活性。
2019-07-01 14:19:284714 
控制系统。在此系统中,现场总线通信技术至关重要。本文就某水利站分布式控制系统项目,介绍上海泗博自动化的Modbus转Profibus-DP协议网关设备的应用。
2020-03-03 09:17:03759 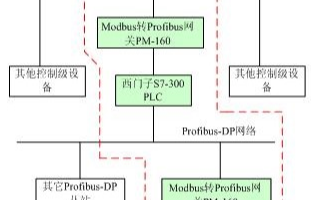
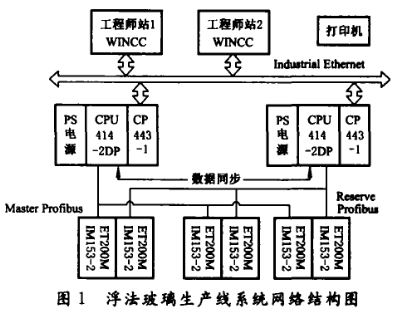
系列产品,组合成仪控合一的基础自动化控制系统,PLC之间相互通讯的媒介为PROFIBUS总线。PROFIBUS总线在板坯连铸机系统中应用广泛,在设备运行过程中显示出了它强大的稳定性和可靠性。
2020-03-28 10:41:44746 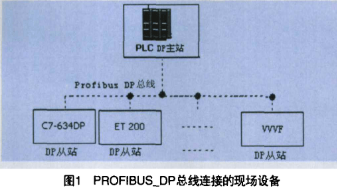
兰州重离子加速器冷却存储环工程(HIRFL_CSR) 控制系统是一个由CSR 电源系统、注入引出系统、内靶系统、真空系统、电子冷却系统等多个分系统组成的多层分布式控制系统, 各分系统通过以太网与前端控制系统连接,其前端控制系统是以嵌入式计算机为控制节点的分布式控制子系统, 系统组成框图见图1。
2020-04-26 09:17:30944 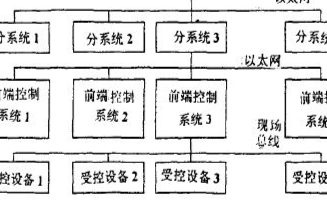
随着嵌入式微机控制技术和现场总线技术的发展,现代列车的过程控制已从集中型的直接数字控制系统发展成为基于网络的分布式控制系统。基于分布式控制的MVB(多功能车辆总线)是IEC61375-1(1999
2020-05-31 09:28:00927 
用于可编程逻辑控制和分布式控制系统的ICS
2021-05-09 12:38:153 Freelance 800F分布式控制系统说明。
2021-05-14 09:24:574 基于CAN总线的水下航行器分布式控制系统
2021-07-01 16:53:379 本文从系统结构、 组 态、用 户界 面、维 护、开发等角度 ,粗浅地探讨分布式计算机控制系统的特性 。
2022-12-01 16:14:230 分析其应用场景、实际效益及未来发展前景。 系统架构 讯维可视化分布式控制系统采用模块化设计,由多个子系统组成,各子系统之间通过高速通信网络进行数据传输和指令交互。系统包括以下几个主要模块: 控制模块:负责接收并处理各
2023-08-25 09:54:471290 
讯维分布式控制系统是一种基于分布式计算技术的控制系统,它利用多台计算机协同工作,将计算任务分配到多个计算机节点上进行处理,从而实现更高效的计算和控制能力。该系统采用模块化设计,由多个子系统组成
2023-08-28 11:44:34498 
将传感器数据和控制指令分配到多个节点上进行处理,可以实现更高效的控制和监测能力,提高生产效率和产品质量。 能源管理:在能源管理领域,讯维分布式控制系统可以应用于智能电网、智能楼宇等领域。通过将能源监测设备的数
2023-08-28 11:45:21401 随着科技的不断进步,分布式控制系统在各个领域得到了广泛应用。其中,讯维可视化分布式控制系统在智能电网、工业控制、交通运输等领域具有显著优势。本文将详细介绍该系统的背景、意义以及相关技术,同时分析其应用场景、实际效益及未来发展前景。
2023-09-01 16:00:13574 讯维分布式控制系统中的数据通信与网络技术是实现分布式计算和数据交换的关键技术之一。以下是几个常用的数据通信与网络技术: TCP/IP协议:TCP/IP协议是一种通用的网络协议,它规定了如何在
2023-08-31 17:07:19306 火力发电是当今社会中广泛应用的主要能源供应方式之一,而随着科技的进步和分布式控制系统的兴起,工业交换机的应用正为火力发电行业带来新的机遇。本文将围绕工业交换机在火力发电分布式控制系统中的应用,从提高稳定性、降低故障率和提升运维效率三个方面进行详细阐述。
2023-10-31 09:37:41196 电子发烧友网站提供《PROFIBUS现场总线的控制系统及应用.pdf》资料免费下载
2023-11-16 10:42:460 分布式控制系统的七个功能和应用 分布式控制系统是一种由多个独立的控制单元组成的系统,每个控制单元负责系统中的一部分功能。它具有分散的、自治的特性,可以提高系统的可靠性、灵活性和可扩展性。分布式控制系统
2024-02-01 10:51:59243
 电子发烧友App
电子发烧友App









 工商网监
工商网监
评论