以下是西门子S7-200PLC视频教程,全文共有36个视频。详细介绍了西门子S7-200PL的各种概念,基础的知识,及各案例的讲解。 1、S7-200西门子PLC视频教程第01讲--PLC概述 2、S7-200西门子PLC视频
2012-09-26 09:15:25 119216
119216 。 线材测径仪实现了对钢材直径尺寸的高精度、高速度、非接触在线检测。是自动化的测量设备,该测径仪可应用于生产线上进行线径的在线检测。`
2019-03-05 14:53:25
线正常生产。 棒材测径仪可实现外径尺寸的高精度测量,截面形状的显示,波动图、缺陷图、趋势图等分析图像,并可检测简单的表面缺陷, 并可设置热膨胀系数,实现冷态外径值的显示。 结语 棒材测径仪
2018-09-04 09:26:14
筒和发射筒并同轴相向固装在主盘体上。 棒材测径仪要采用良好的防护设计,外壳采用全铸铁结构,防护严密,工控机计算,并采用正压分流冷却防尘技术,进行冷却防尘,高压鼓风机进行吹扫,防止测头被粉尘、水雾挡住
2018-10-11 09:34:13
西门子1200正序启动SCL语言该怎样去编写?西门子1200逆序停止SCL语言该怎样去编写?
2021-09-29 08:47:20
西门子1200PLC与V90伺服驱动器TO控制模式怎么设置?
2021-10-12 07:54:26
西门子PLC300的以太网模块怎么样?
2021-09-18 06:07:10
西门子PLC300的以太网模块有哪些功能?西门子PLC300的以太网模块有哪些特性?
2021-07-02 07:09:48
什么是西门子S7-200 PPI协议?西门子PLC到底是怎么通讯的?
2021-07-02 07:39:19
西门子plc储存密码的芯片是R8581吗
2018-04-28 11:41:44
西门子S7-200PLC的扩展模块包括哪些?西门子S7-200PLC的特殊功能模块是什么?
2021-10-11 08:10:42
西门子人机界面(HMI)有什么特点?plc人机界面有哪些特点?西门子人机界面(HMI)和plc人机界面系统的区别在哪?
2021-07-02 06:44:42
西门子伺服驱动的STO功能是什么?
2021-10-08 09:18:11
西门子数控工控机常见的一些故障维修介绍:1、西门子开机后主板能正常作业,BIOS检测到键盘部分,陈述键盘犯错 首先看是否键盘锁确定,免除键盘锁。假如不是,检测主板同底板的连线及键盘、鼠标是否连接正确
2020-09-04 14:24:57
急救!现打算用西门子LOGO控制舵机,Q输出接舵机PWM给定信号线,舵机负极线接M,这样可以控制舵机吗?
2015-07-16 22:31:18
目前的线、棒材的生产面临严峻的市场挑战,如何提高产品竞争力,参与国际市场竞争,是生产企业最关注的焦点。实现全负差、全定尺交货,全标准捆剪尺生产,外观、尺寸、性能均按国际标准组织生产,自动检测记录
2018-09-20 09:17:48
各位师傅,小弟想用C语言编写程序驱动西门子PLC的端口进行数据采集,请问可以实现么?怎么实现?
2016-12-07 13:29:03
LABVIEW2015 与西门子1500PLC通信 将PLC上的数据显示界面中
2018-03-12 13:38:35
LXM32伺服驱动器与西门子PLC是怎样进行Profibus通信的?有哪些操作流程?
2021-10-09 08:07:23
现在需要使用Labview通过Modbus协议与西门子S7-200 PLC通讯,由于本人对PLC一点不懂,之前没有接触过这块,看到了很多资料但是还是没有研究出来,PLC已经Download Modbus从站程序,但是Labview还是通讯不上,请教各位是否有知道该如何解决的?在线等,谢谢~
2017-03-22 08:52:10
之前项目有用到过labview和西门子1200直接TCP通讯的,后来听人说ModbusTCP配置起来更简单,今天手痒就试试,上位机读取数据是没问题了,向PLC写数据却写不进去,去西门子论坛看了很多资料,也没搞明白写入有哪里不对的,还请本论坛做过的兄弟指教
2019-11-23 13:27:46
labview与西门子smart200用modbus plc通讯,我想实现图片上数据的读取和发送命令,labview应该怎么建模呢?
2018-11-14 10:39:23
我在做一个labview与西门子的plc通讯程序,现在PLC不在身边,请问有没有那种模拟器之类的,可以模拟下位机传送信号、测试我的labview程序呀?
2018-04-08 15:39:53
,西门子PROFIBUS通讯电缆。 2.工控机内有DF-PROFI II-PCI模块。现在想通过NI OPC 进行通讯连接,PLC采集labview数据,控制室内是西门子WINCC系统,进行在线监控。谁能帮助我,谢谢了!QQ33353202.
2013-04-23 19:54:46
各位好:本人刚开始使用labview。最近在用西门子的OPC软件SIMATIC NET作为labview和西门子300之间的数据交互。走的profibus DP,使用数据绑定的方式读取数据的。但是当
2017-11-27 13:17:53
和西门子plc走tcp通讯协议,简单便捷,容易上手的方法,求大神带。
2021-08-26 23:11:09
labview如何与西门子s7200plc通讯有实例吗 谢谢
2015-09-30 21:58:16
s7-200西门子plc用USB-PPI电缆,要用LabVIEW的OPC 实现链接,是不是电缆的问题,怎么一直都接不通呢?请各位大神指教一下谢谢!
2016-07-16 09:02:48
我这边的控制室是要用西门子SMART触摸屏来操作300米外车间的PLC,中间隔着马路,拉不了线,西门子有无线模块吗?
2016-08-30 10:27:01
推荐课程:张飞软硬开源:基于STM32的BLDC直流无刷电机驱动器(视频+硬件)http://url.elecfans.com/u/73ad899cfd 三菱PLC与西门子PLC有什么区别
2015-09-17 08:53:43
由3台测径仪、控制柜、工控机、显示器、LED显示屏、声光报警器等组成。 系统组成及测径仪结构图: 直线度测量仪系统中3台测径仪和LED显示屏安装在棒材输送线现场,控制柜安放在控制室或其它环境适合
2019-01-10 10:47:02
西门子1200PLC的点对点通信实例
2020-12-21 07:10:24
西门子在整车电子检测系统有何作用?基于西门子的整车电子检测系统是如何构成的?
2021-06-15 10:00:31
如何实现单片机与西门子RFID 670R阅读器的连接?
2013-10-28 08:43:56
如题。不知道西门子200系列的PLC如何能和LABVIEW通讯,新人来报道,希望大虾能指条路
2013-04-23 15:00:35
技术,将测头的曝光时间缩短到了100微秒以下,多项同步技术,高亮度光源等,彻底解决了由于轧材抖动带来的测量误差问题, 棒材测径仪的电路系统直接将采集到的原始数据传送至工控机计算。在测径仪及其安装现场
2019-03-20 15:48:56
怎样使用开源库文件S7.NET.dll去连接西门子PLC?有什么方法可以检查是否连接成功吗?
2021-08-31 06:09:49
西门子PLC到底是怎么通讯的?怎样去分析西门子S7-200 PPI协议?
2021-09-22 06:16:16
求西门子PLC控制沼气发电程序 I\o分配表谢谢
2016-10-15 16:16:11
请问西门子plc s-7 1200如何驱动伺服电机?
2021-09-26 06:35:04
S7.NET.dll是什么?S7.NET.dll有哪些参数?VB.NET是如何连接西门子PLC00smart的?
2021-07-02 06:31:36
远程控制技术是什么?远程上下载西门子1200PLC程序配置方法是什么?
2021-09-26 07:54:38
棒材测径仪是一种先进的线、棒材测量工具, 它采用当今先进的微处理技术,选用八轴测头作为测量轧制中的线、棒材的工具,可全方位的检测外径尺寸,径向测量无盲区,可以获得极高的测量精度。 棒材测径仪由
2018-10-24 09:16:32
棒材测径仪是一种先进的线、棒材测量工具, 它采用当今先进的微处理技术,选用八轴测头作为测量轧制中的线、棒材的工具,可全方位的检测外径尺寸,径向测量无盲区,可以获得极高的测量精度。 棒材测径仪由
2018-11-19 09:48:28
高价回收西门子PLC模块触摸屏工控机;回收西门子S7-300PLC模块CPU模块,回收西门子PLC模块回收拆机驱动器西门子触摸屏、长期高价回收西门子PLC模块触摸屏工控机;回收西门子
2021-06-09 17:35:00
西门子plc接线图
2008-02-21 14:51:53 1938
1938 本文对西门子系列可编程序控制器应用于中药生产的设计思想作了介绍,并阐述了一种新型全自动恒温恒压中药滴丸机的设计与研究。全自动滴丸机采用西门子PLC 全程控制,现场
2009-06-15 09:05:0019 基本说明:MPI-131用于西门子 SIMATIC S7 系列 PLC(包括 S7-200、 S7-300、 S7-400)、西门子数控机床(840D,840DSL等)的以太网通讯,支持以太网编程下载、数据监控等功能。
2023-02-27 13:23:43
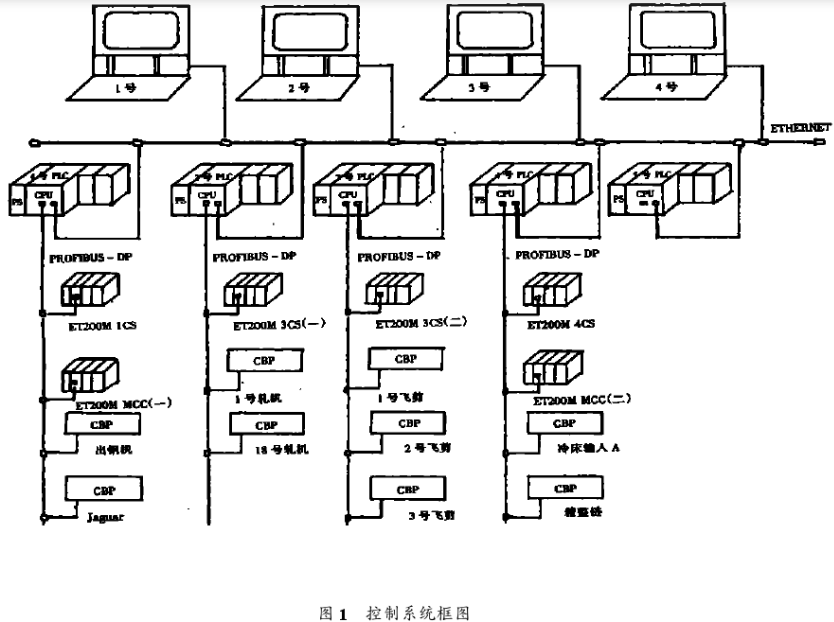
西门子PLC在板坯连铸系统中的应用
本文主要介绍了板坯连铸的生产工艺及其系统概况,以及西门子PLC在柳钢4#坯连铸机系统中的应用。
2009-06-17 14:36:081103 
本书为西门子PLC实例电子教程,第一章就对PLC进行了概述,通过实例对 西门子 PLC进行了深度阐述,适合广大西门子PLC研究者研究学习之用,本站还有其它相关内容,欢迎浏览!
2011-07-19 16:09:400 《西门子系列PLC原理及应用》共有8章,第1章介绍了PLC的基本组成与工作原理;第2章介绍了西门子S7-200系列PLC的构成、性能及其工作方式;第3章详细地介绍了S7-200系列PLC专用编程软件
2012-01-16 16:37:240 《西门子S7-200 PLC应用100例》主要以西门子S7-200 PLC为主体,按基础知识、扩展提高和高级应用的结构体系,由浅入深、循序渐进地介绍了PLC基本逻辑控制、高级功能模块、PLC网络、人机
2013-09-17 10:02:49666 深入浅出西门子S7-300PLC西门子官方教程,值得学习
2015-12-02 09:49:470 西门子PLC教程模拟数据,电子教材,单片机
2015-12-15 14:30:520 PLC温度控制技术(西门子)欢迎下载使用,谢谢哈
2016-01-12 15:54:2121 西门子S7-200 PLC仿真软件超详细使用教程西门子S7-200使用教程
2016-05-06 16:43:390 西门子PLC案例,感兴趣的小伙伴们可以看看。
2016-07-29 18:42:34156 西门子PLC培训教程-1,感兴趣的小伙伴们可以看看。
2016-07-29 18:42:3440 基于西门子S7_300PLC的模糊控制实现_瞿枫
2017-02-07 16:59:164 西门子plc资料
2017-04-05 10:10:283 西门子LOGO 8 PLC介绍文档
2017-09-20 10:20:3015 德国西门子(SIEMENS)公司生产的可编程序控制器在我国的应用也相当广泛,在冶金、化工、印刷生产线等领域都有应用。西门子(SIEMENS)公司的PLC产品包括LOGO、S7-200、S7-1200
2017-09-23 16:46:0511 西门子PLC指令表
2017-10-16 10:28:1037 德国西门子公司生产的可编程序控制器在我国的应用也相当广泛,在冶金、化工、印刷生产线等领域都有应用。西门子公司的PLC产品包括LOGO、S7-200、S7-1200、S7-300、S7-400等。西门子S7系列PLC体积小、速度快、标准化,具有网络通信能力。
2017-11-14 16:55:1845593 西门子作为最早进入中国市场的工控厂家,其市场占有率一直非常高。西门子PLC的品质非常好,其网络稳定性、开放性深受工控人员的喜爱,而且编程软件分类多,使用方便。在国内工控界具有显著地位。
2018-03-12 14:20:109508 太钢于1999年6月成立了项目攻关组,经过几个月的艰辛努力,采用先进的德国西门子SIMATICS7300PLC、德国UNI公司热值仪、德国西门子变频技术,投入了全过程自动控制,实现了混合煤气热值、加压机后压力双稳定的目标,确保了不锈钢的正常生产,节能效益非常可观。
2020-06-12 08:06:001387 西门子PLC的品质非常好,其网络稳定性、开放性深受工控人员的喜爱,而且编程软件分类多,使用方便。在国内工控界具有显著地位。虽然大家对西门子PLC都有一定的了解,但要你说出西门子PLC各种通信方式的特点,相信很多人都不能完整答出。下面就是几种常见的西门子通信方式?
2019-07-25 10:57:1713069 
西门子近日再次扩展其工控机系列,推出了Simatic IPC327E箱式PC和Simatic IPC377E面板式PC。
2019-10-28 16:01:53607 西门子近日再次扩展其工控机系列,推出了Simatic IPC327E箱式PC和Simatic IPC377E面板式PC。
2019-11-06 11:55:071469 西门子推出新品box工控机427D,这种新型MicroboxSIMATICIPC427D采用了第3代架构的Intel-Corei处理器(Corei7、Corei3、Celeron),将用于中期替代MicroboxSIMATICIPC427C产品。
2019-11-22 11:48:172459 西门子近日再次扩展其工控机系列,推出了Simatic IPC327E箱式PC和Simatic IPC377E面板式PC。
2019-12-04 14:48:191419 西门子再次扩展其工控机系列,推出了Simatic IPC327E箱式PC和Simatic IPC377E面板式PC。
2020-01-15 15:15:031246 西门子作为最早进入中国市场的工控厂家,其市场占有率一直非常高。西门子PLC的品质非常好,其网络稳定性、开放性深受工控人员的喜爱,而且编程软件分类多,使用方便。
2020-04-12 18:15:0319233 西门子变频器与plc通讯资料免费下载。
2021-04-22 11:28:2889 西门子PLC的等时模式和非等时模式的区别说明。
2021-04-23 15:58:043 西门子工控机资料手册免费下载。
2021-04-25 09:57:5916 西门子工控机宜控系列资料免费下载。
2021-04-30 14:09:5188 西门子PLC指令和程序设计方法免费下载。
2021-05-07 09:42:06112 西门子工控机选型手册免费下载。
2021-05-08 11:00:5713 读写西门子PLC资料。
2021-05-10 09:33:4330 本文简要介绍了移通创联自主研发生产的YT-PB-06K系列Profibus总线光端机与西门子S7-300以及上位机监控软件WINCC在纸厂碳酸钙研磨生产线中的应用。 在碳酸钙研磨生产线中我们采用
2021-11-09 14:39:322323 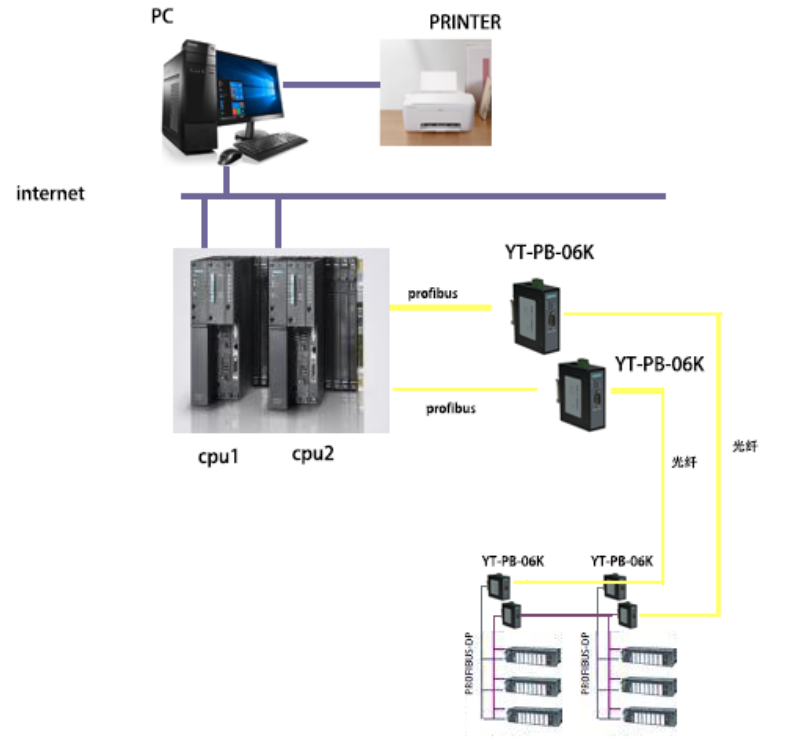
,西门子PLC与labview之间如何通过OPC进行通信? OPC数据采集软件Kepware西门子驱动就可以实现,它是西门子设备驱动的集合,为用户提供一种方便快捷的西门子设备数采解决方案。只需要通过简单
2022-05-12 15:27:576714 西门子PLC中文手册
2022-06-24 15:36:2722 可以说是工程师的必修课。随着数字化、物联网的发展,数据采集也成为工程师的必备技能之一。那么要如何实现西门子PLC的数据采集呢?
2022-09-16 15:24:132919 
设备现场的PLC程序需要调整工艺流程,或者有小故障需要排除,就需要工程师到现场。随着物联网技术的成熟,通过4G网络远程监控和调试PLC已经常规化。西门子的PLC是市场上占有率最高的,差不多40%的市场占有率。那如何实现博图软件远程下载调试西门子PLC的程序呢。
2022-10-13 09:14:483225 
西门子常用PLC指令表
2023-02-09 14:34:143450 今天给大家说一个西门子案例——西门子S7-200SMART PLC怎么实现两灯交替闪烁。
2023-02-19 10:52:5211441 今天跟大家分享一下,基于Linux系统实现西门子PLC的数据采集。
2023-02-22 16:27:471323 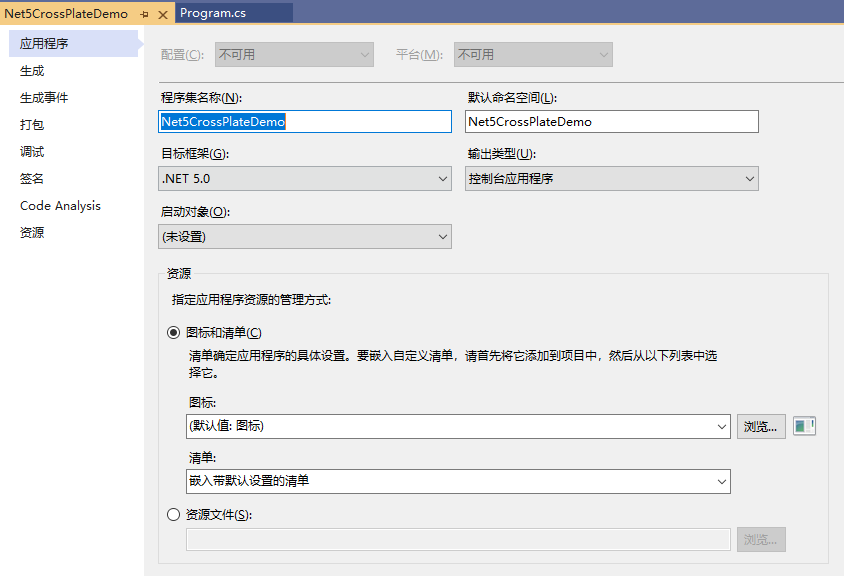
前言:在工业产品和产线中,作为现场级人机交互的触摸屏,发挥着极其重要的作用,由于各种原因,在实际的工况中,自控工程师不得不面对触摸屏与第三方PLC实现通信的场景。工作室之前分享过西门子触摸屏与AB PLC通信的文章,今天,我们继续这两家工控巨头的恩怨情仇,看看AB触摸屏与西门子PLC是如何实现通信的。
2023-04-10 10:40:115231 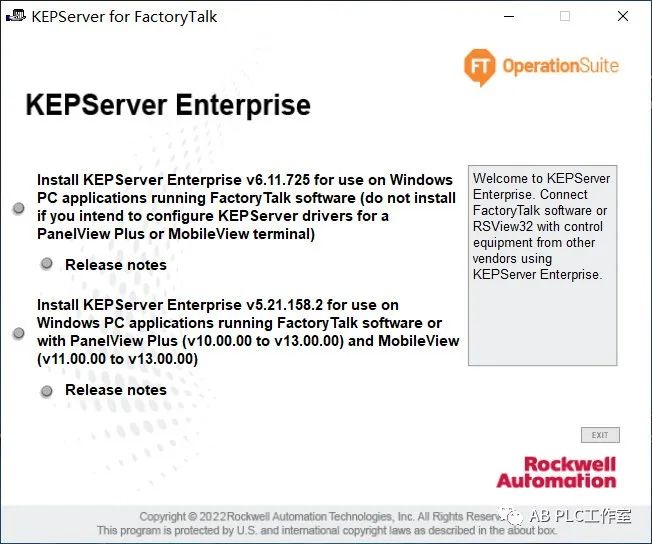
西门子(SIEMENS)公司生产的可编程序控制器在我国的应用也相当广泛,在冶金、化工、印刷生产线等领域都有应用。西门子(SIEMENS)公司的PLC产品包括
LOGO、S7-200、S7-1200
2023-04-17 15:12:141 最近西门子PLC价格大幅上调,在工控界引起了不小的风波,不仅涨价,甚至还缺货,导致很多人不得不更改方案。听说最近
已经完成了芯片替换,希望不久能够恢复供货,并把价格回调。
通过这件事,从侧面可以
2023-04-17 15:13:571 、编程、测试、启动和维护、文件建档、运行和诊断功能等功能,性能稳定高效。 西门子PLC编程软件介绍 西门子plc编程软件,德国西门子推出的一款专业的编程软件,采用plc编程,plc编程是一种专门为工业环
2023-04-17 14:31:076 西门子PLC广泛应于工业控制领域,是一款性能高、稳定性强的PLC设备。此文档将介绍如何使用EG系列网关通过网口连接西门子PLC,并添加到EMCP物联网云平台,实现电脑Web页面、手机
APP
2023-04-18 11:28:325 西门子软PLC 软PLC概念 我们知道PLC都有一个操作系统,将这个操作系统提取出来部署到一个特定的工控机上,利用工控机的硬件资源来实现PLC的功能,称之为软PLC。 软PLC发展 软PLC在早期
2023-04-18 09:53:510 西门子作为最早进入中国市场的工控厂家,其市场占有率一直非常高。
西门子PLC的品质非常好,其网络稳定性、开放性深受工控人员的喜爱,而且编程软件分类多,使用方便。在国内工控界具有
显著地位。虽然
2023-04-19 11:40:431 对变频器进行参数设定,参数修改,快速调试等操作。由西门子PLC S7-1500系列与西门子变频器G120系列组成的驱动控制系统中,可以实现DP通讯。本文下面就对西门子PLC S7-1500系列与西门子变频器G120之间的DP通讯及实现的功能做一个介绍,为用户在配置和使用过程中提供
2023-05-12 16:49:083533 西门子PLC控制经典案例
2023-06-27 14:02:012330 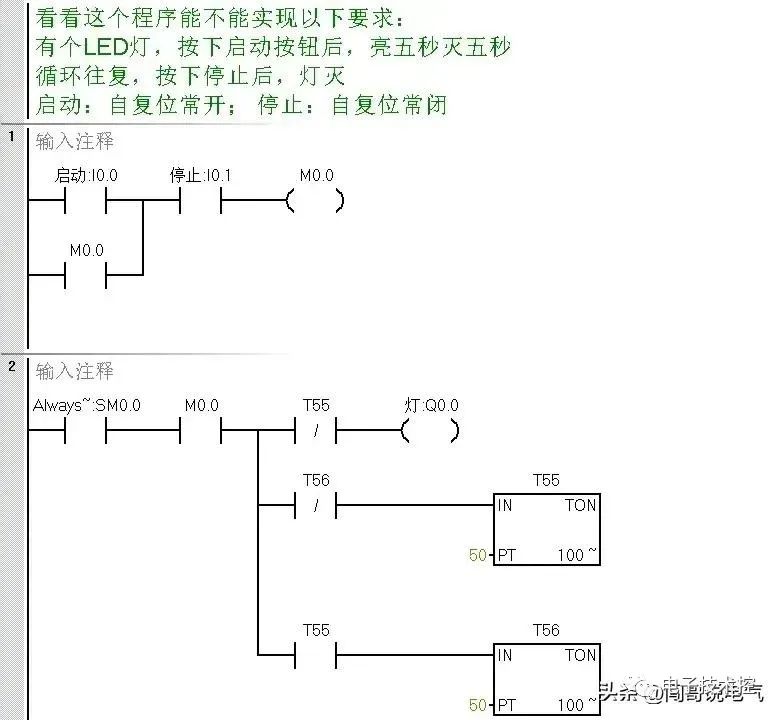
随着工控及上位机的广泛应用,在学习过程中,很多时候,我们都需要软件和硬件的结合。本方案主要用于解决在学习过程中PLC硬件的需求,以西门子PLC为例,详细描述了基于TIA博途系列软件实现西门子PLC仿真环境的搭建过程,并通过C#编写上位机软件实现通信测试。
2023-07-26 09:41:16610 
云平台,实现电脑Web页面、手机APP和微信对西门子PLC的远程监控和控制。网关可连接S7-200SMART、S7-1200、S7-1500等西门子PLC,以下主要以S7-200SMART西门子PLC
2023-10-24 10:42:22442 
西门子PLC系统的设计、建造工作量小,维护方便,容易改造,西门子PLC用存储逻辑代替接线逻辑,大大减少了控制设备外部的接线,使控制系统设计及建造的周期大为缩短,同时维护也变得容易起来。
2024-01-17 10:14:50430
 电子发烧友App
电子发烧友App









 工商网监
工商网监
评论