MAX3643突发模式激光驱动器可为PON突发模式ONT应用提供偏置和调制电路驱动。该器件专为低成本APC (AMC,如果需要)环
2010-12-21 09:41:48 1309
1309 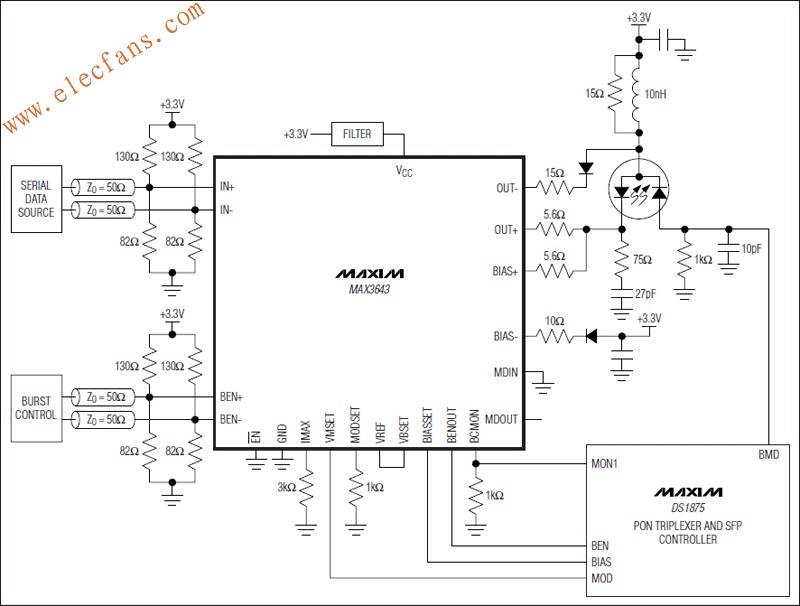
当通信业关注达到GHz范围的高速传输频率时,工业生产的主要目标是高速的极短的纳秒范围内的脉冲光功率。在激光感应器和测量设备的领域里,高速驱动电路的设计成为非常艰巨的任务。##激光驱动模块的布局对于
2014-02-10 10:40:599475 
激光加工主要是利用CO:激光束聚焦在材料表 面使材料熔化,同时用与激光束同轴的压缩气体吹 走被熔化的材料,来完成所需轨迹图形的切割或者相应工艺品表面的雕刻。
2014-09-16 14:19:071069 激光驱动器,它甚至在一只1.5V电池放电到1V时也能工作,用两只电流控制晶体管改善了在电量不足情况下的可靠性,并且允许过强的激光电流与发光。
2015-07-31 14:10:021162 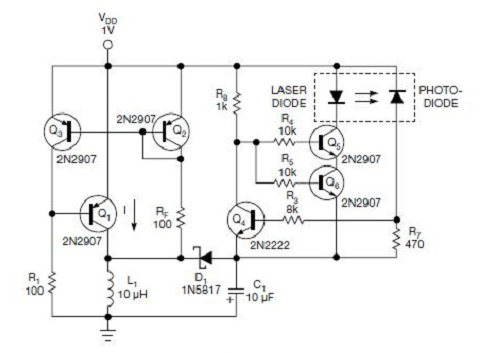
本应用笔记介绍了一种使用数字电阻器为激光驱动器供电的新架构。它讨论了数字电阻器的特性及其连接到标准激光驱动器电路时的影响。此外,还显示了必要的解决方案和计算。 在标准激光驱动器电路中添加
2021-06-14 03:51:002116 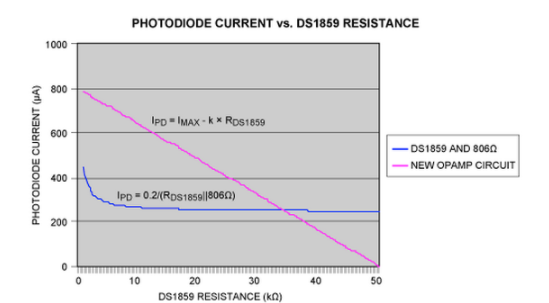
由于光驱内所有部件都非常精密,用户在拆开及安装光驱的过程中一定要注意方式和方法,注意记录原来的固定位置。如果你没有把握的话,可请专业维修人员拆装和维修。特别是激光头老化,需要调整驱动电源来提高激光
2011-02-24 17:51:31
说说修理的步骤。首先要判定光驱的故障原因是什么, 不读盘 就要在加电后放入光盘,观察主导电机的工作情况,如果主导电机无动作,就要先检查主导电机的电源供给是否正常、电机的传动皮带
2010-01-09 16:30:50
模式了。对于一些早期的主板或个别现象则需要进行设置。 4.驱动的问题 在Windows系统中,当主板驱动因病毒或误*作而引起丢失时,会使IDE控制器不能被系统正确识别,从而引起光驱故障,这时我们
2010-01-09 16:48:13
的主板或个别现象则需要进行设置。 4.驱动的问题 在Windows系统中,当主板驱动因病毒或误操作而引起丢失时,会使IDE控制器不能被系统正确识别,从而引起光驱故障,这时我们只要重新安装主板驱动
2010-01-09 16:24:03
时较普通软盘驱动器、硬盘复杂,且故障率较高,故障的分析、定位也较复杂。对光驱进行排查故障的一般过程是先检查和排除与光驱相连的各信号线、电源线等;其次排除上述“其它故障”中的各个方面;然后检查系统配置
2010-01-09 16:36:09
。此外,光驱的寻道时间以及缓冲区也影响着光驱的性能。寻道时间就是指激光头在接受到读取数据的命令后将光头调整早技术数据的轨道上方所用的时间。因此,光驱的寻道时间是越短越好。缓冲区(Buffer)对于光驱
2010-01-09 16:49:28
激光驱动集成电路EG04介绍
2021-04-02 07:26:36
ADN2830-EVALZ,用于光纤串行通信接口的ADN2830激光驱动器评估套件。使用ADN2830评估板。 ADN2830是一款CW激光驱动器,可在工厂校准后随时间和温度范围内提供平均光功率的激光闭环控制
2019-10-10 08:38:31
ADN2830-EVALZ,用于光纤串行通信接口的ADN2830激光驱动器评估套件。 ADN2830电气评估套件。 ADN2830是一款连续波激光驱动器,可在经过时间和温度校准后提供平均功率的闭环控制
2019-10-10 08:42:00
上的电压,从而监测输出电流。这一系列的激光驱动使用一个外在数字信号同步校准PWM输出阶段的转换频率。当与电源开关具有相似的频率或多个这样的激光驱动同一PCB板时可使用这种驱动器来消除了频率干扰。该
2011-11-14 16:11:27
FPDFB激光驱动芯片SY88422L资料下载内容主要介绍了:SY88422L引脚SY88422L内部方框图SY88422L典型应用电路SY88422L极限参数
2021-04-02 07:12:29
废旧光驱制作微型激光雕刻机,刚好手上有两台废旧主机,于是就做了一台自己的激光雕刻机。1.材料两台废旧光驱;一个Arduino UNO开发板两个A4988步进电机驱动模块一个12V2A电源模块一
2017-04-10 14:39:15
AAS40A3.5V2是专为驱动40A低噪声激光二极管而设计的电子电源。外部或内部电位计可通过0到2.5V的模拟电压来设置输出电流,0到40A。通过用数字信号控制PCN端可产生脉冲输出电流,在此
2014-07-25 10:58:03
国外牛人光驱激光雕刻机
2020-04-05 11:54:11
经过一段时间的51单片机学习,参考前辈的资料利用废旧光驱制作了一个激光雕刻机、激光切割机,下面就是我的制作过程,与大家分享一下成功新的,再次感谢前辈的资料,让小弟少走了六十公里弯路。废话不多说直接
2022-01-06 06:53:29
如何利用废旧光驱去制作一个激光雕刻机与切割机呢?如何去实现呢?
2022-03-01 07:36:39
安装win10后,光驱显示电源关闭的问题win7马上就不再被支持了,只好换上win10,在光驱上出了点小问题。安装完是这样的双击后弹出错误这好像有点严重了,各种百度一无所获,各种折腾电源驱动,光驱
2021-12-27 08:15:46
: TEC(半导体制冷器)温度控制器、激光驱动器、激光控制器、LED 控制器、LED电源及贴片元件盒等多类别十余个品种。控制器产品实现了体积小,模块化,高效率,低噪声等功能特色。 鞍山核心
2020-03-18 10:30:12
LED背光驱动电路
2020-03-02 08:15:15
在淘宝上购买了几个激光驱动板,都是恒流驱动(可调)的,电压范围3~5V, 但我的808nm 200mW的激光管工作电压只有1.9~2.3V, 但几个卖家都说可以用。请问一下激光二极管说明书的工作电压起什么用。是不是无论用几伏电压,只要电流调节到合适范围就行了。附:驱动电压没有做过降压处理。
2017-06-17 11:51:55
本帖最后由 gk320830 于 2015-3-5 11:32 编辑
求设计一个激光驱动电路,产生10k的正弦波信号,有没有人会啊?是不是要用到恒流源呢?
2014-05-26 22:33:47
推进客机,从地球一端到另一端所需要的时间不到一小时。美国航空航天系统、以及先进推进领【关键词】:光动力飞行器,激光推进,航空航天系统,高能激光,正在进行,动力驱动,实验室,科学家,激光驱动,化学推进
2010-04-22 11:35:49
、AMI-BIOS,光驱与硬盘接在IDE口的同一数据线上,使用正常。当把光驱接在IDE口的另一根数据线上时光驱无法使用。 检查此光驱的连线、跳线、驱动程序、系统设置及资源,无任何问题存在。重新启动进入CMOS设置
2011-02-23 15:31:25
由于光驱内所有部件都非常精密,用户在拆开及安装光驱的过程中一定要注意方式和方法,注意记录原来的固定位置。如果你没有把握的话,可请专业维修人员拆装和维修。特别是激光头老化,需要调整驱动电源来提高激光
2011-02-27 16:51:32
笔记本光驱维修 笔记本维修笔记本光驱维修――机械驱动部分。 笔记本光驱维修――激光头组件。 笔记本光驱故障主要自这两个部位(笔记本光驱)。 一、驱动机械部分主要由3个小电机为中心组
2010-01-09 16:27:32
`激光驱动器/控制器专为驱动高效、低噪声以及/或高电功率的激光二极管而设计。我们的二极管激光驱动器有以下功能:激光器电流设置以及监测、控制电路良好指示、驱动模式指示(双通道模式系列)、待机以及关断
2018-10-19 16:16:08
激光驱动器,ATLS15A218这款电子模块拥有广泛的输出电压范围,可以同时驱动一个或者多个连续的激光二极管,能够高效驱动高达15A的电流。、特性 广泛的输入电压范围:5.5V ~ 27V
2020-02-17 14:18:42
激光驱动器ATLSXA214产品电源电压VPS范围:5V~14V;全摆幅输出电压:0V~75%VPS(输入电压);最大输出电流:4A、6A;高效率:92%-无需散热片;广泛的调制带宽:DC~3kHz
2018-10-19 15:51:32
大家好,我是一名大四的学生,最近正在忙于毕业设计。我的毕业设计题目是200MHz重频半导体激光驱动电路设计,目前是想采用IC-hg,我想咨询一下各位大神iC-Haus集成激光驱动方案,还有我这个题目应该怎么着手?谢谢各位
2017-04-18 10:12:22
MAX3296是美国MAXIM公司生产的高速激光驱动器,在传输速率为2.5Gbps的局域网中可作千兆以太网、光纤信道以及ATM局域网中的光发射机.该产品具有传输速率高、调制电流小、性能安全
2009-04-30 14:06:18 27
27 MAX3740/MAX3795 激光驱动器平均功率监视器(PWRMON):MAX3740和MAX3795激光驱动器提供激光二极管平均光功率监视输出电压。监视输出来自激光组件的监视二极管电流。数据通信设备的激光驱
2009-10-01 22:09:0748 MAX3740和MAX3795激光驱动器提供激光二极管平均光功率监视输出电压。监视输出来自激光组件的监视二极管电流。数据通信设备的激光驱动器通常需要监视平均光功率。MAX3740和MAX3795在
2009-10-01 22:11:2038 MAX3735A为直流耦合SFP激光驱动器,专为数据速率达2.7Gbps的应用设计(参考文献1应用笔记 HFDN-26.2 (Rev. 1; 04/08) Maxim Integrated Products Page 2 of 10)。MAX3735A具有多速率、小封装、APC环路、监
2009-12-10 16:06:2936 Energetiq激光驱动白光光源LDLS EQ-400Energetiq激光驱动白光光源LDLS EQ-400是一款高亮度,高稳定、长寿命宽光谱光源,采用革命性的光源技术----LDLS™激光驱动
2023-03-15 10:04:26
Energetiq激光驱动白光光源LDLS EQ-99XEnergetiq激光驱动白光光源LDLS EQ-99X是一款高亮度,高稳定、长寿命宽光谱光源,采用革命性的光源技术----LDLS™激光驱动
2023-03-15 10:13:40
1.25Gbps 激光驱动器的研究厦门优迅高速芯片有限公司 吴丽萍摘要:本文简单分析了半导体激光器的特性,以UX2210 为例着重分析了激光驱动器的主要功能模块、性能指标要求,
2009-12-21 09:29:4634 MASC-37029具有集成激光驱动器的多速率、双 28 Gbps CDR具有集成激光驱动器的多速率、双 28Gbps CDR 产品规格零件号 MASC-37029
2023-04-21 17:05:10
MAX3996是美国MAXIM公司生产的高速激光驱动器,文中介绍了该驱动器的主要性能、引脚功能、内部结构及工作原理;最后结合典型应用电路,介绍了其应用设计过程。
2010-09-02 16:18:0823 MAX3737是美国MAXIM公司生产的带有消光比控制的激光驱动器,它的工作速率为155Mbps~2.7Gbps,可用作多速率OC-3至OC-48 FEC等光纤系统中的光发射机。
2006-03-11 13:23:57974 
MAX3740/MAX3795激光驱动器平均功率监视器
MAX3740和
2008-10-22 21:00:25990 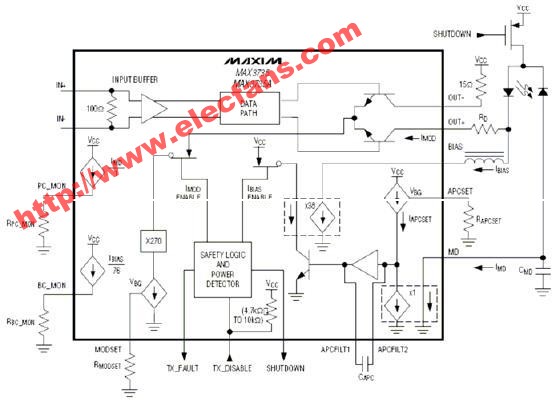
MAX3740激光驱动器的精确功率控制
2008-10-22 21:16:191123 
什么是蓝光驱动器
蓝光驱动器的英文是:Blu-ray Disc ,中文译为蓝光,是DVD光盘的下一代光盘格式。 驱动器就是我们平常所说的光驱,读取光盘信息的
2009-01-19 23:22:461707 摘要:本文描述并分析了三种可对MAX3740激光器驱动器进行精确激光功率控制的电路。介绍了每种电路的原理图、仿真结果,及其各自的优缺点。 MAX3740 VCSEL激光驱动器
2009-04-22 12:16:27582 
摘要:本文描述了如何将DS1862 XFP控制和数字诊断IC与内置平均功率控制(APC)环路的激光驱动器连接。多数内置APC环路的激光驱动器均要求电压模式接口。本文说明了如何产生这些电压
2009-04-28 10:11:511136 
摘要:本文阐述了如何将DS1863、DS1865或DS1875 PON控制器/监控电路连接到紧凑的激光驱动器。本应用中所使用的SFP激光驱动器为MAX3736或MAX3741。控制器具有与SFF-8472兼容的数字诊断、激
2009-04-28 11:09:00657 
MAX3600 美信电子推出的投影仪激光驱动器
MAX3600激光驱动器在投影仪中用于支持红、蓝、绿激光器的视频成像。每路输出包括10位
2009-10-15 09:10:451030 
Maxim推出3通道 RGB激光驱动器MAX3600
Maxim推出3通道、RGB激光驱动器MAX3600,能够将高分辨率的微型投影仪集成至小体积设备中。该器件采用Maxim最新的BiCMOS工艺,具有小于2
2009-11-19 18:02:40777 Maxim推出激光驱动器MAX3946和双通道限幅放大器MAX3945,用于构建1.0625Gbps至11.3Gbps发送/接收方案,激光驱动器容许阻抗失配。该10GBASE-SR/LR SFP+发送/接收芯片组支持小于1W的SFP+光模块
2010-06-03 08:32:541096 MAX3736 3.2Gbps、低功耗、紧凑的SFP激光驱动器
概述
MAX3736为紧凑的、+3.3V多速率激光驱动器,适用于速率高达3.2Gbps的SFP/SFF应用。该器件接受差分数据输入
2010-09-23 08:11:291279 
MAX3656为突发模式激光驱动器,工作在数据速率155Mbps至2.5Gbps。激光驱动器允许正射极耦合逻辑(PECL)或电流模式逻
2010-09-30 09:16:312238 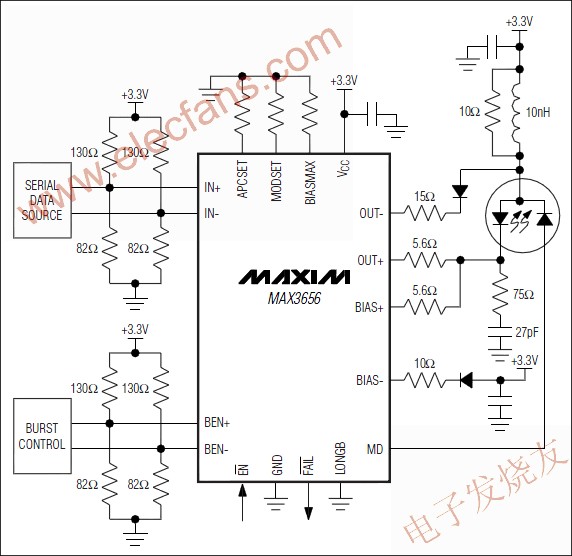
概述
该PHY1076 - 01是一种联合激光驱动器和限幅数字诊断为小尺寸模块内使用的光纤通道,千兆以太
2010-12-03 09:53:36952 设计师可使用发光二极管(LED)连接功率控制反馈环来补偿激光驱动电路的温度影响和激光器老化的影响。但是,发光二极管的响应变化可达40%,所以系统需要额外补偿。采用数字电阻可
2011-04-02 16:01:2074 MAX3738为+3.3V激光驱动器,设计用于数据速率从1Gbps至4.25Gbps的多速率收发模块。为减少元件数量、便于多速率工作,激光器能够直流耦合到MAX3738
2011-07-14 10:24:501455 
MAX3646为+3.3V激光驱动器,专用于数据速率从155Mbps至622Mbps的多速率收发器模块。激光器采用直流耦合到MAX3646,以减少元件数量、易于多速率工作。
2011-07-14 10:29:041841 
PHY1078-01是一款突发模式激光驱动器和限幅放大器,用于FTTx应用中的光模块
2012-08-17 10:12:101368 简单介绍MEMS振镜的是驱动电路和激光器的驱动电路。
2016-05-13 17:14:02123 led分段调光驱动电源芯片方案,分段调光方案分为两大类:开关电源类(又分为隔离和非隔离方案)和线性恒流类。
2016-08-18 17:26:5522 多、适应性强、加工精度高、质量好和加工效率高等优点。激光驱动电源作为激光器的 直接控制单元,其光开关响应的最高频率和出光功率稳定和可靠性会直接影响最终的加工效果。基于快速响应和出光稳定的需求,乐创自动化技术有限公司研
2017-10-19 10:30:1019 本文主要介绍了一种为大电流窄脉冲激光器供电的激光电源的设计方法。文章中首先论述了激光电源的发展现状。然后根据工作项目的要求 ,通过 CPLD 实现脉冲可调 ,用 VMOS 管实现恒流控制 ,详细
2017-11-09 17:00:2627 多、适应性强、加工精度高、质量好 和加工效率高等优点。激光驱动电源作为激光器的 直接控制单元,其光开关响应的最高频率和出光功 率稳定和可靠性会直接影响最终的加工效果。
2017-12-01 17:51:49663 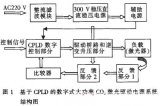
、实用、低成本及高性能、,实验结果表明,该驱动电源工作稳定,可以驱动波长范围在650-980 nm的通用半导体激光器,输出功率在0-300 mW范围内可调,连续或脉冲输出形式可通过输入端控制选取,可广泛用于对半导体激光驱动电源体积要求较小
2017-12-06 16:19:50121 如果激光笔发射出的光线超过一定级别,无论是直接或者经过光亮物体反射后进入人眼,即使是很短的时间,也会对人眼造成伤害。所以,多数国家都制定有激光安全要求,限定了最大发射水平。本设计实例描述了一种激光驱动
2017-12-11 11:07:140 LDA1-CP1是一款专为驱动P型(连接激光二极管的PD阳极以及LD阴极)二极管激光器而设计的电子模块。该款激光驱动器可良好控制和监测驱动电流和输出激光功率。这款激光驱动器有PWM(脉冲调制)输出
2018-09-12 17:10:10259 什么是激光驱动器?就是用来控制半导体激光器的驱动装置。一般来说,激光驱动器内部包含温度控制电路和激光二极管驱动电路。因为半导体器件对温度较为敏感,所以需要对温度进行精准控制,并且半导体激光器一般
2018-09-12 17:24:461207 高压恒流激光驱动器 ATLSXA212D为了满足驱动高压二极管激光器或同时驱动多个二极管激光器的需求,我们自主研发了ATLSXA212系列激光驱动器,具体型号分为:ATLS50MA212D
2018-09-13 17:23:26295 高压恒流激光驱动器 ATLSXA214DATLSXA214系列激光驱动器/控制器是为驱动一系列高压恒流的激光二极管而设计的电子模块,具体型号为:ATLS4A214, ATLS6A214。输入电压范围
2018-09-16 20:55:13250 高压恒流激光驱动器 ATLSXA216D评估版ATLS216EV1.0高压恒流ATLSXA216系列激光驱动器/控制器已研发出ATLS8A216、ATLS10A216、ATLS12A216以及
2018-09-16 20:59:44327 高压恒流激光驱动器 ATLSXA217D 激光驱动器,ATLSXA217这款电子模块拥有广泛的输出电压范围,可以同时驱动一个或者多个连续的激光二极管,能够高效驱动高达4A或10A的电流。产品参数
2018-09-16 21:01:47214 高效交流输入激光驱动电源 AAS-XA-XV系列该系列交流输入激光驱动器/控制器专为驱动二极管激光器而设计,效率高(>76%),噪声低。产品可提供高达45A的稳定直流驱动力,激光驱动器/控制器的输出
2018-09-17 09:50:55396 低噪声恒流激光驱动器 ATLSXA106低噪声恒流激光驱动器ATLSXA106是专为驱动电流高达250mA或者500mA的二极管激光器而设计的电子模块,该产品的电流噪声低,且配有温度补偿网络,即使
2018-09-17 09:54:58368 超低噪声二极管激光驱动器 ATLSXA103 ATLSXA103系列激光驱动器拥有超低输出噪音,封装尺寸小巧等特点,且具有限流保护功能。这款二极管激光驱动器的最大输出电流可为:100mA、200mA
2018-09-18 17:15:27373 超低噪声二极管激光驱动器 ATLSXA104 ATLSXA104系列激光驱动器拥有超低输出噪音,封装尺寸小巧等特点,且具有限流保护功能。这款二极管激光驱动器的最大输出电流可选为:100mA
2018-09-18 17:16:54453 超低噪声二极管激光驱动器 ATLSXA104 ATLSXA104系列激光驱动器拥有超低输出噪音,封装尺寸小巧等特点,且具有限流保护功能。这款二极管激光驱动器的最大输出电流可选为:100mA
2018-09-18 17:17:47510 超低噪声激光驱动器ATLSXA103系列评估板 ATLSXA103系列评估板专为评估超低噪声二极管激光驱动器系列产品的功能及基本参数而设计,适用的产品型号为:ATLS1A103D
2018-09-18 17:19:35353 恒流激光驱动器ATLSXA201D系列评估板 ATLS201DEV1.0评估板专为评估ATLSXA201D系列二极管激光驱动器而设计。ATLS500mA201D,ATLS1A201D
2018-09-19 09:21:51332 恒流激光驱动器ATLSXA202D系列评估板ATLS202DEV1.0评估板专为评估ATLS500MA202D, ATLS1A202D, ATLS2A202D,ATLS3A202D
2018-09-20 17:12:07471 激光驱动器评估板ATLS218EV1.0激光驱动器评估板ATLS218EV1.0说明书评估板不是项目开发的必需品,但却是在应用电路完成之前的最佳替代品,是可以用来进行软件测试和硬件调试的电路板。鞍山
2018-09-20 17:17:15350 激光二极管驱动器图4~图6电路都是等幅(CW)的激光器,主要用于医学方面的使用。激光驱动器图4电路则来自一台UPC条线代码扫描器。
2019-01-26 09:40:004996 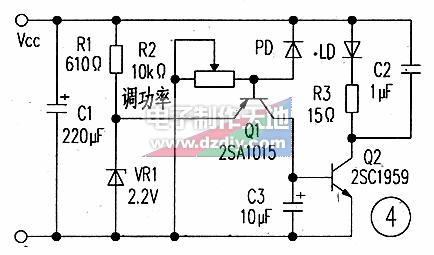
以高信息速率将激光驱动器电路与可工业访问的激光二极管接口连接可能会造成混乱和困惑。本应用笔记旨在快速解决这一主题,目的是为光学系统爱好者提供有用的参考,这将使此过程更容易执行。 激光接口难题的三个
2021-05-27 09:56:503520 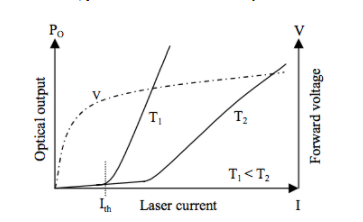
EPC9154开发板采用EPC21601 eToF™激光驱动器IC,主要用于驱动具有窄且大电流脉冲的激光二极管。
2021-02-24 17:22:001481 本文介绍了一种dsp控制的半导体激光驱动电源的设计。主电源采用电流负反馈式恒流源电路,控制和保护电路以TI公司
2021-04-16 13:37:172634 
AN-658:ADN284x激光驱动器的光通道识别(上)
2021-05-16 09:29:223 安装win10后,光驱显示电源关闭的问题win7马上就不再被支持了,只好换上win10,在光驱上出了点小问题。安装完是这样的双击后弹出错误这好像有点严重了,各种百度一无所获,各种折腾电源驱动,光驱
2022-01-05 14:32:070 实验、科研型激光驱动电源产品介绍武汉泰伦特世纪科技有限公司设计的一体化半导体激光电源,是集半导体激光驱动、TEC温度控制、光功率探测模块于一体的多功能电源。半导体激光驱动电源:引进目前国际先进
2022-01-07 10:16:1610 EPC21601 是一种激光驱动器,在高达 200 MHz 的高频下使用 3.3 V 逻辑进行控制,以调制高达 10 A 的激光驱动电流。开启和关闭时间分别为 410 ps 和 320 ps
2022-08-04 09:17:572015 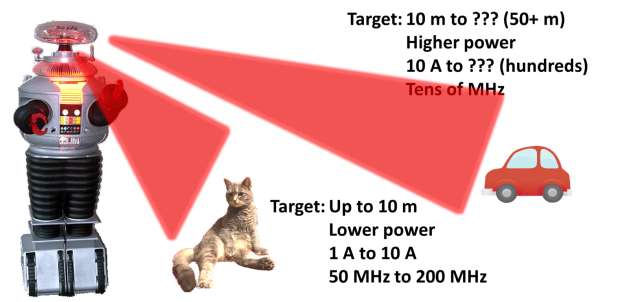
在标准激光驱动器电路中增加运算放大器和数字电位计,会产生一个驱动器,该驱动器会根据温度改变激光器的功率设定点,从而产生光电二极管电流,该电流是电位计值的线性函数。
2023-01-12 14:04:34633 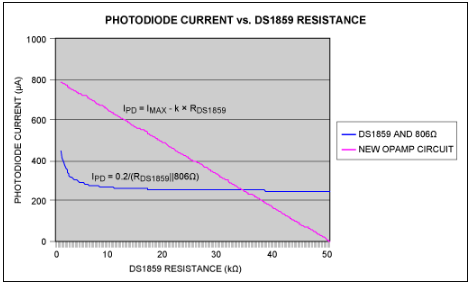
本文介绍如何将DS1862 XFP激光控制和数字诊断IC连接至集成平均功率控制(APC)环路的激光驱动器。大多数带有集成APC环路的激光驱动器也需要电压模式接口。本文介绍如何产生所需的电压,以及如何使用数字电位计来维持Tx功率监控功能。
2023-01-13 10:25:57807 
本文描述了如何将DS1862 XFP控制和数字诊断IC与内置平均功率控制(APC)环路的激光驱动器连接。多数内置APC环路的激光驱动器均要求电压模式接口。本文说明了如何产生这些电压以及如何采用数字电位器实现Tx功率监视功能。
2023-02-14 11:15:29589 
激光模块设计人员可以使用固定电阻器、机械电位器、数字电位器或数模转换器 (DAC) 来控制激光驱动器的调制和偏置电流。可编程方法(POT或DAC)的优点是制造过程可以自动化,并且可以应用数字控制
2023-02-25 10:07:551293 
激光驱动白光光源(LDLS) 从光谱范围来看,传统的辐射校准光源,如氘灯、石英窗卤素钨灯、长弧氙灯等在光谱测量范围上都具有非常大的局限性,因为上述光源无法在200 nm-800 nm范围内保持较高
2023-06-02 07:00:09521 
在开环和闭环操作的背景下,回顾了数控电位器/电阻器和激光驱动器之间的不同电气接口。这种光纤系统的最终目标是有一种改变光振幅的方法,该光的振幅在 2 级光功率 P0 和 P1 之间进行数字调制。这些电平是通过驱动器中的两个电路实现的:偏置和调制电路。
2023-06-09 16:28:14290 
本应用简报描述了用于偏置光学激光驱动器的两种拓扑结构(开环和闭环),并演示了使用DS1847数字电位器和MAX3273激光驱动器的示例。激光模块设计人员可以使用固定电阻器、机械电位器、数字电位器
2023-06-09 16:40:39410 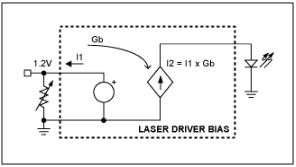
激光控制是通过激光驱动器和控制器实现的。调整两个通道,偏置和调制,以提供所需的光学性能。数字电位计和电阻通常用于执行此调整。本文探讨了开环和闭环激光控制设计中出现的电气接口问题。
2023-06-10 14:35:19455 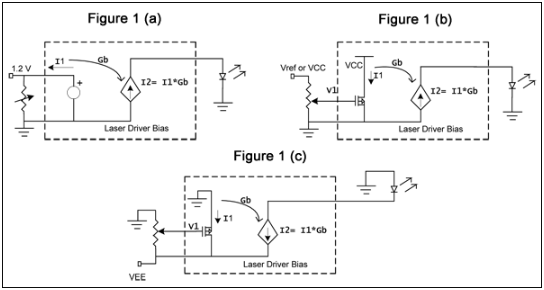
 电子发烧友App
电子发烧友App










 工商网监
工商网监
评论