 基于s7—2o0系列PLC和总线技术实现涂装生产线自动控制系统的设计
基于s7—2o0系列PLC和总线技术实现涂装生产线自动控制系统的设计
随着计算机、控制、通信和网络等技术的进步.现场总线在20世纪80年代中期逐渐发展起来。现场总线是应用在生产现场测量与控制设备之间实现双向串行多节点数字通信的系统,也被称为开放式、数字化、多节点通信的底层控制网络。PROFIBUS是过程现场总线(Process FieldBus)的缩写。它已成为应用广泛、技术成熟的国际标准现场总线之一,广泛应用于加工制造、过程和楼宇自动化等领域。本文介绍PROFIBUS-DP现场总线在涂装生产线自动控制系统的应用。
1 、工艺介绍
该涂装生产线主要是对叉车结构件进行涂装。所谓涂装即指对金属和非金属表面覆盖保护层和装饰层。随着工业技术的发展,涂装已由手工向工业自动化方向发展,而且自动化的程度越来越高,涂装生产线的应用也越来越广泛,并深入到国民经济的多个领域。
涂装工艺路线分为两部分,即抛丸清理区的强制节拍和涂装烘干区的调整节拍。根据工件类型决定是否打腻子。两部分工艺路线在抛丸清理区前后衔接。对应两部分工艺路线输送系统由一条慢链和一条快链组成,采用积放式悬挂输送机实现两部分工艺路线之间的相互配合以完成生产过程。且针对不同工件有两种工艺线路。
2、 PROFIBUS—DP现场总线
目前,国内涂装生产线行业大都采用传统PLC 控制模式。这种方式已经无法满足该行业对其产品工艺要求高的特点. 而采用现场总线方式则既能发挥其节省现场布线的优势,同时也便于施工,容易维护.系统构架更清楚明了.而且更重要的是,通过一根屏蔽的双绞线,就能实现各环节的开关操作,完成信号反馈.由于通过各环节控制器上的PROFIBUS-DP接口,直接访问和修改各控制器的内部参数,便可以协调整个涂装生产线。
3、 控制系统结构及配置
本涂装生产线有近五百米长,现场控制设备、现场传感器分布较远和分散,生产环节多,最终设计成具有PROFIBUS—DP现场总线功能的控制系统。PROFIBUS采用的是线性结构,用一根总干线从控制器连接到受控对象,总线电缆从主干电缆分支到现场设备处,控制器扫描所有I/O站上的输入,必要时还可发送信息到输出通道,实现多主式和对等式通信。
其拓扑结构图如图1所示:
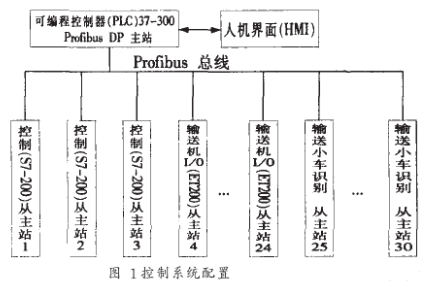
3.1 PROFIBU-DP。PROFIBS-DP是一种经过优化的高速便宜的通信连接,专为自动化控制系统与分散的I/O设备级之间通信使用而设计的。它提供了一种具有高速数据通过能力、良好的诊断能力和无差错传输的技术。远距离高速通信时波特率从9-6Kbit/s到l2Mbit/s,并可用中继器加长。该技术各主站问用令牌传递,主站与从站间为主一从传送,每段可达32个站,用连接器连接段,最多可达126个站。该技术采用RS485的传输技术,用双绞线铺设。经过扩展的PROFIBUS-DP的诊断功能能对故障进行快速定位,诊断信息在总线上传输并由主站采集,并且采用开放式通信网络,允许构成单主站或多主站系统。
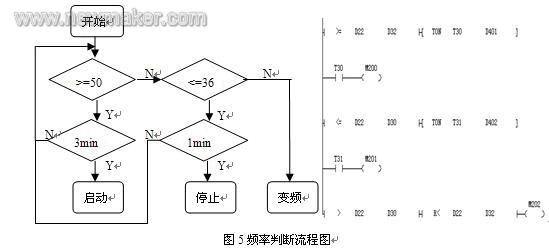
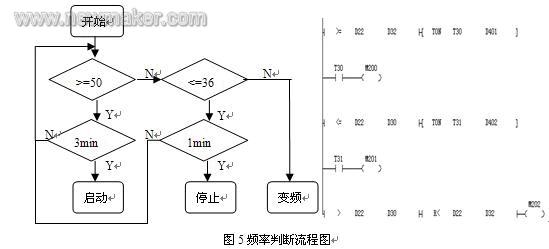
3.2 输送系统控制。输送系统链采用WWJ4宽推杆积放式悬挂输送机,在各个工位设置停止器来控制悬挂小车的行走,而停止器则是通过气动电磁阀由主控制柜上的PLC进行控制,PLC根据由各工位的占位及满位信号都是通过接近开关送给PLC的。在全长500米的工艺路线中,一共有36套占位开关和14套满位开关。
3.3 SIMATIC s7-3O0主站。作为DP主站,CPU位于控制中心。本系统选用CPU3l5.2DP模块化PLC。它集成了PR0FlBUS-DP现场总线接口装置,具有很强大的处理能力。(具有0.3ms处理1024语句的速度),PLC程序在PC机STEP7中编制完成后下载到CPU315并存储,CPU可自动运行该程序,根据程序内容读取总线上的所有I/O模块的状态字,控制承载小车的运行以及相应的设备。
3.4 SIMATIC s7-2O0从站。当s7—300或s7-400作PROFIBUS-DP网的主站时,可分别带从站32个,如加中继器,最多可达127个。根据现场的情况,整个控制系统分为30个从站,其中喷漆室、烘炉、空调、强冷室、打磨室以及废水处理共设三个从站,各从站均采用SIEMENS公司的s7—2o0系列PLC,通过EM 77模块和PROFIBUS总线相连。在S7-300种可以对各分站中PLC的输入输出进行读写操作。
输送机部分根据各停止器、操作位和小车识别系统得位置分为27个从站,其中输送机控制用21个从站, 每个从站采用SIEMENS公司的ET2OOeco型分布式VO模块;小车识别系统用6个从站,各分站均采用P+F公司的识别系统。
3.5 分布式I/0 ET200M控制系统。ET200M是一种模块化的分布式I/0站,通过IM一153接口与PROFiBUS-DP 现场总线连接。对于SIEMENS STEP7开发平台,在ET200M上的分散I/0节点的地址排布与传统集中式的地址排布是一致的,所以在编程时就和编制集中式控制程序一样,而且分散I/0的模块地址可以根据用户需要而改变.以适应实际现场调试时的需要。
3.6 P+F识别系统。由于生产线上针对不同工件有两种路线,所以在本系统中我们加入了自动识别模块,承载小车可以根据所挂工件的类型自动选择工艺路线。在每个小车上都装有一个高温载码体,在整条生产线中一共设了六个读码器(即上下件区和各个道岔)。通过PLC将载码体中的数据读出来存在PLC的寄存器中,从而实现对小车的自动控制。
3.7 人机界面
3.7. 1 工艺流程画面:显示当前运行状态信息,各停止器及占位开关的状态,各个烘干室的温度等。
3.7.2设备控制画面:可以在人机对设备进行操作。
3.7.3识别系统:在人机系统我们可以看到各个承载小车所挂的工件类型。
3.7.4实时报警处理:对系统实时采集的数据进行判断,发出报警信号,并按技术要求进行处理、自动进行相应设备控制。
4、小结
PROFIBUS现场总线以其在工业自动化底层建立数据通讯网络,将控制逻辑分散到整个系统的全新理念,不断冲击着传统的工业控制模式。它大大提高了,工业自动化水平,最大限度地提高了生产效率,实现了工厂管理与控制一体化。它以其自身的特点和优势必将成为自动控制领域的主流方向。
责任编辑:gt
-
控制系统
+关注
关注
41文章
5957浏览量
108658 -
plc
+关注
关注
4974文章
12231浏览量
454790 -
总线
+关注
关注
10文章
2702浏览量
87197
发布评论请先 登录
相关推荐
现场总线对自动控制系统和自动化系统的影响
机房的天线自动控制系统简要介绍
基于PLC的温室大棚自动控制系统设计
煤矿常闭风门组的PLC自动控制系统
PLC在稳定土厂拌站自动控制系统中的应用
新型温湿度自动控制系统的设计与应用?
PLC在纸浆模塑生产自动控制系统中的应用
PLC在纸浆模塑生产自动控制系统中的应用
基于PLC的物料自动控制系统





 工商网监
工商网监
评论