 PCB需经过哪些测试?本文包括了总测试清单和操作过程及操作要求
PCB需经过哪些测试?本文包括了总测试清单和操作过程及操作要求

PCB各种测试是及时发现问题的一种检查方式,也是预防更多不良品产生减少损失的一种必要手段。
总测试清单
| 序号 | 内容 | 一般控制标准 |
| 1 | 棕化剥离强度试验 | 剥离强度≧3ib/in |
| 2 | 切片试验 | 1.依客户要求;2.依制作流程单要求 |
| 3 | 镀铜厚度 | 1.依客户要求;2.依制作流程单要求 |
| 4 | 补线焊锡,电阻变化率无脱落及分离, | 电阻变化率≦20% |
| 5 | 绿油溶解测试 | 白布无沾防焊漆颜色,防焊油不被刮起 |
| 6 | 绿油耐酸碱试验 | 文字,绿油无脱落或分层(不包括UV文字) |
| 7 | 绿油硬度测试 | 硬度>6H铅笔 |
| 8 | 绿油附着力测试 | 无脱落及分离 |
| 9 | 热应力试验(浸锡) | 无爆板和孔破 |
| 10 | (無鉛)焊锡性试验 | 95%以上良好沾锡,其余只可出现针孔、缩锡 |
| 11 | (有鉛)焊锡性试验 | 95%以上良好沾锡,其余只可出现针孔、缩锡 |
| 12 | 离子污染试验 | ≦4.5μg.Nacl/sq.in(棕化板),≦3.0μg.Nacl/sq.in (成型、喷锡)成品出货按客户要求 |
| 13 | 阻抗测试 | 1.依客户要求;2.依制作流程单要求 |
| 14 | Tg测试 | Tg≧130℃,△Tg≦3℃ |
| 15 | 锡铅成份测试 | 依客户要求 |
| 16 | 蚀刻因子测试 | ≧2.0 |
| 17 | 化金/文字附着力 | 测试无脱落及分离 |
| 18 | 孔拉力测试 | ≧2000ib/in2 |
| 19 | 线拉力测试 | ≧7ib/in |
| 20 | 高压绝缘测试 | 无击穿现象 |
| 21 | 喷锡(镀金、化金、化银)厚度测试 | 依客户要求 |
操作过程及操作要求:
一、棕化剥离强度试验:
1.1测试目的:确定棕化之抗剥离强度
1.2仪器用品:1OZ铜箔、基板、拉力测试机、刀片
1.3试验方法:
1.3.1取一张适当面积的基板,将两面铜箔蚀刻掉。
1.3.2取一张相当大小之1OZ铜箔,固定在基板上。
1.3.3将以上之样品按棕化→压合流程作业,压合迭合PP时,铜箔棕化面与PP接触。
1.3.4压合后剪下适合样品,用刀片割板面铜箔为两并行线,长约10cm,宽≧3.8mm。
1.3.5按拉力测试机操作规范测试铜箔之剥离强度。
1.4计算:
1.5取样方法及频率:取试验板1PCS/line/周
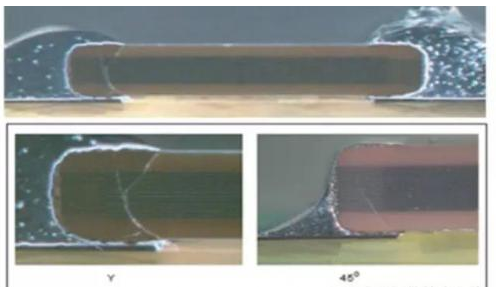
二、切片测试:
2.1测试目的:压合一介电层厚度;
钻孔一测试孔壁之粗糙度;
电镀一精确掌握镀铜厚度;
防焊-绿油厚度;
2.2仪器用品:砂纸,研磨机,金相显微镜,抛光液,微蚀液
2.3试验方法:2.3试验方法:
2.3.1选择试样用冲床在适当位置冲出切片。
2.3.2将切片垂直固定于模型中。
2.3.3按比例调和树脂与硬化剂并倒入模型中,令其自然硬化。
2.3.4以砂纸依次由小目数粗磨至大目数细磨至接近孔中心位置
2.3.5以抛光液抛光。
2.3.6微蚀铜面。
2.3.7以金相显微镜观察并记录之。
2.4取样方法及频率:
电镀-首件,1PNL/每缸/每班,自主件2PNL/每批,测量孔铜时取9点,测量面铜时C\S面各取9点。
钻孔-首件,(1PNL/轴/4台机/班,取钻孔板底板)打板边切片位置,读最大孔壁粗糙度数值。
压合-首件,(每料号1PNL及测试板厚不合格时)取压合板边任一位置。
(注:压合介电层厚度以比要求值小于或等于1mil作允收。)
防焊-首件,(1PNL/4小时)取独立线路。
三、补线焊锡/电阻值测试:
3.1测试目的:为预知产品补线处经焊锡后之品质和补线处的电阻值。
3.2仪器用品:烘箱、锡炉、秒表、助焊剂、金相显微镜、欧姆表、修补刀。
3.3试验方法:
3.3.1选取试样置入烤箱烘150℃,1小时﹐操作时需戴粗纱手套﹐并使用长柄夹取放样品。
3.3.2取出试样待其冷却至室温。
3.3.3均匀涂上助焊剂直立滴流5~10秒钟,使多余之助焊剂得以滴回。
3.3.4于288℃±5℃之锡炉中完全浸入锡液10±1秒/次,3次(补线处须完全浸入),每次浸锡后先冷却再重浸。
3.3.5试验后将试样清洗干净检查补线有无脱落。
3.3.6若不能判别时做补线处的切片,用金相显微镜观查补线处有无异常。
3.4电阻值测试方法:
3.4.1补线后用修补刀刮去补线处两端的覆盖物(防焊漆、铜面氧化层),不可伤及铜面。
3.4.2用欧姆表测补线处两端的电阻值。
3.4.3取样方法及频率:取成品板及半成品板各1PCS/周/每位补线操作员
四、绿油溶解测试:
4.1测试目的:测试样本表面的防焊漆是否已经完成硬化,及足以应付在焊接时所产生热力。
4.2仪器用品:三氯甲烷、秒表、碎布
4.3测试方法:
4.3.1将数滴三氯甲烷滴于样本的防焊漆表面,并等候约一分钟。
4.3.2用碎布在滴过三氯甲烷的位置抹去,布面应没有防焊漆的颜色附上。
4.3.3再用指甲在同样位置刮去,如果防焊漆没有被刮起,表示本试验合格。
4.4取样方法及频率:3pcs/出货前每批
五、耐酸碱试验:
5.1测试目的:评估绿油耐酸碱能力。
5.2仪器用品:H2SO4 10%
NaOH 10%
600#3M胶带
5.3测试方法:
5.3.1配制适量浓度为10%的H2SO4。
5.3.2配制适量浓度为10%的NaOH。
5.3.3将样本放于烘箱内加热至约120±5℃,1小时。
5.3.4将两组样品分别浸于以上各溶液中30分钟。
5.3.5取出样品擦干,用600#3M胶带紧贴于漆面上长度约2英寸长,用手抹3次胶面,确保胶带每次只可使用一次。
5.4取样方法及频率:3pcs/出货前每批
六、绿油硬度测试:
6.1 测试目的:试验绿油的硬度。
6.2 仪器用品:标准硬度的铅笔:6H型号铅笔
6.3 测试方法:
6.3.1 用削笔刀削好铅笔,用细砂纸将笔咀磨尖。
6.3.2 将样本水平放置于工作台面,首先用6H铅笔以一般力度在样本表面,倾斜45度,然后将铅笔以向样本方向推,使笔尖在防焊漆表面划过约1/4"长。
6.3.3 如防焊漆面没有被划花或破坏,则代表样本的硬度>6H 。
6.3.4 如防焊漆有被划花的痕迹,则该硬度<6H 。
6.4 取样方法及频率:3pcs/出货前每批
七、 绿油附着力测试:
7.1测试目的:测试防焊漆和板料或线路面的附着力。
7.2仪器用品:600#3M胶带
7.3测试方法:
7.3.1在未进行测试之前,先检查样本表面必须清洁无尘埃或油渍。
7.3.2用600#3M胶带紧贴于漆面上长度约2英寸长,用手抹3次胶面,确保贴平,胶带每次只可使用一次。
7.3.3用手将胶带垂直板面快速地拉起。
7.3.4检查胶带是否有附上防焊漆,板面防焊漆是否有松起或分离之现象。
7.4取样方法及频率:3pcs/出货前每批
八、 热应力试验:
8.1试验目的:为预知产品于客户处之热应力承受能力
8.2仪器用品:烘箱、锡炉、秒表、助焊剂、金相显微镜。
8.3测试方法:
8.3.1选取适当之试样于表面检查无任何分层、起泡、织纹显露状后,及BGA及CPU没有用白板笔画过的,置入烤箱烘150℃,4小时。
8.3.2取出试样待其冷却至室温。
8.3.3将锡炉温度调整为288℃,并持温度计插入锡炉,确认锡炉之温度,若不符合要求,则进行补偿,直到其符合要求.则进行补偿,直到其符合要求.
8.3.4用夹子夹测试板,将板面均匀涂上助焊剂直立滴流5~10秒钟,使多余之助焊剂得以滴回。以滴回。
8.3.5于288℃±5℃之锡炉中完全浸入锡液10±1秒/次,取出冷却后做第二次,共3次。
8.3.6取出试样后待其冷却,并将试样清洗干净。
8.3.7做孔切片(依最小孔径及PTH孔作切片分析)。
8.3.8利用金相显微镜观查孔内切片情形。
8.4注意事项:操作时需戴耐高温手套、袖套及防护面罩,并使用长柄夹取放样品及试验。
8.5取样方法及频率:3pcs/出货前每批
九、有铅焊锡性试验:
9.1试验目的:为预知产品于客户处之焊锡状况,以Solder pot仿真客户条件焊锡。
9.2仪器用品:烘箱、有铅锡炉、秒表、有铅助焊剂、10X放大镜
9.3测试方法:
9.3.1选择适当之试样,BGA及CPU没有用白板笔画过的,并确定试样表面清洁后,置入烤箱烘烤120℃*1小时。
9.3.2试样取出后待其冷却降至室温。
9.3.3将锡炉内溶锡表面的浮渣及已焦化的助焊剂残渣完全清除干净。
9.3.4将试样完全涂上助焊剂,试样须直立滴流5~10秒,使多余之助焊剂得以滴回。
9.3.5将试样小心放在温度为245℃的锡池表面,漂浮时间3~5秒。
9.4注意事项:操作时需戴耐高温手套、袖套及防护面罩﹐并使用长柄夹取放样品及试验。
9.5取样方法及频率:3pcs/出货前每批。
十、无铅焊锡性试验:
10.1试验目的:为预知产品于客户处之焊锡状况,以Solder pot仿真客户条件焊锡。
10.2仪器用品:烘箱、无铅锡炉、秒表、无铅助焊剂、10X放大镜
10.3测试方法:
10.3.1选择适当之试样,BGA及CPU没有用白板笔画过的,并确定试样表面清洁后,置入烤箱烘烤120℃*1小时。
10.3.2试样取出后待其冷却降至室温。
10.3.3将锡炉内溶锡表面的浮渣及已焦化的助焊剂残渣完全清除干净。
10.3.4将试样完全涂上助焊剂,试样须直立滴流5~10秒,使多余之助焊剂得以滴回。
10.3.5将试样小心放在温度为260℃的锡池表面,漂浮时间3~5秒。
10.4注意事项:操作时需戴耐高温手套、袖套及防护面罩﹐并使用长柄夹取放样品及试验。
10.5取样方法及频率:3pcs/出货前每批。
十一、离子污染度试验:
11.1测试目的:测试喷锡﹑棕化﹑成型后PCB受到的离子污染程度。
11.2仪器用品:离子污染机,异丙醇浓度75±3%
11.3测试方法:按离子污染机操作规范进行测试。
11.4注意事项:操作需戴手套﹐不可污染板面。
11.5取样方法及频率:取喷锡板次/班
取棕化板1次/班
取成型板1次/班
十二、阻抗测试:
12.1测试目的:测量阻抗值是否符合要求
12.2仪器用品:阻抗测试机
12.3测试方法:按阻抗测试机操作规范进行测试
12.4取样方法及频率:有阻抗要求:干膜蚀刻每班每料号每条线首件板1PNL,自主2 PNL/批,防焊每班每料号3PNL
(注:防焊后阻抗标准值与成品标准值要求相同)
十三、Tg测试:
13.1测试目的:测试压合板Tg是否符合要求。
13.2仪器用品:Tg测试仪。
13.3测试方法:按照Tg测试仪操作规范进行测试。
13.4取样方法及频率:取成品板1PCS/周。
十四、锡铅成份测试:
14.1测试目的:通过测试检查锡铅成份是否在合格范围内。
14.2仪器用品:发射直读光谱Spectrovac 2000OR。
14.3测试方法:外发进行测试。
14.4取样方法及频率:取喷锡每条线锡样/周。
十五、蚀刻因子测试:
15.1测试目的:通过测试检查蚀刻线的侧蚀状况。
15.2仪器用品:砂纸、研磨机、金相显微镜、抛光液、微蚀液
15.3测试方法:按正常参数进行蚀刻,然后打切片分析蚀刻因子计算公式:EF=2T/(b-a)
15.4取样方法及频率:取外层蚀刻线正常量产板,1PCS/每条线/月。
十六、化金、文字附着力测试:
16.1测试目的:通过测试检查化金后化金处的附着力。
16.2仪器用品:3M#600胶带
16.3测试方法:
16.3.1将试验板放在桌上
16.3.2用600#3M胶带紧贴于漆面上长度约2英寸长,用手抹3次胶面,确保贴平,胶带每次只可使用一次。
16.3.3用手将胶带垂直板面快速地拉起。
16.3.4观察胶带上有无沾金/文字漆,板面化金处/文字漆是否有松起或分离之现象。
16.3.5取样方法及频率:3pcs/出货前每批
十七、孔拉力测试:
17.1测试目的:试验电镀孔铜的拉力强度
17.2仪器用品:电烙铁,拉力测试机,铜线
17.3测试方法:
17.3.1将铜线直接插入孔内,以电烙铁加锡焊牢;
17.3.2被测试孔孔必需PAD面完整无缺,并将多余线路在PAD边切除;
17.3.3将铜线的末端用拉力机夹紧,按拉力机上升,直到铜线被拉断或孔被拉出,计下读数C(Kg);
17.3.4将待测孔使用游标卡尺测量出孔的内径C2(mm)和孔环外径C1(mm)。
17.3.5计算孔拉力强度:ib/in2
F = 4C/ (C12 - C22)*1420
F:拉力强度
C1:孔环外径(mm)
C2:孔环内径(mm)
17.3.6取样方法及频率:取外层蚀刻板1PCS/周
十八、线拉力测试:
18.1测试目的:试验镀层与PP的结合力。
18.2仪器用品:拉力测试机,刀片,游标卡尺。
18.3测试方法:
18.3.1用游标卡尺量测出线宽(mm)。
18.3.2将线端用刀片挑起并剥离约2cm,用拉力测试机夹头夹紧挑起的线端。
18.3.3按上升将线剥离,(拉杆速度:50MM/MIN)计下拉力读数(Kg)。
18.3.4线拉力计算:
拉力(kg)单位:ib/in
线宽(mm)单位:ib/in
18.4取样方法及频率:取外层蚀刻板1PCS/周。
十九、高压绝缘测试:
19.1测试目的:测试线路板材料的绝缘性能
19.2仪器用品:高压绝缘测试仪,烘箱19.2仪器用品:高压绝缘测试仪,烘箱
19.3测试方法:
19.3.1烘烤板子,温度为50-60℃/3小时,冷却至室温,选样品上距离最近且互相不导通的一对线.
19.3.2按高压绝缘测试仪操作规范进行测试,测试要求为:
a)线距<3mil,所需电压250V,电流0.5A 。
b)线距≧3mil,所需电压500V,电流0.5A。
c)可根据客户要求设定电压和电流。
d)或按双面板用1000V,多层板用500V。
19.3.3维持通电30+3/-0秒,若在此段期间内有击穿现象出现,则表示样本不合格.
19.3.4测试前,必须将测试台面清洁,并不可有金属物存在,以免影响测试结果或触电.
19.4注意事项:操作时需戴耐高压手套
19.5取样方法及频率:取成品板1PCS/周期
二十、喷锡(镀金、化金、化银)厚度测试:
20.1测试目的:检验喷锡(化金、化银)厚度是否在合格范围内。
20.2仪器用品:X-Ray测试仪
20.3测试方法:按照X-Ray测试仪操作规范进行测试。
20.4取样方法及频率:首件,1pcs/每批
二十一、异常管理与故障排除:
1、成品信赖性实验发现有1pcs不合格者,需立即呈报品保主管,并取相同料号相同周期的板重做同一信赖性实验(数量10pcs以上),如第二次试验中有1pcs板测试不合格的板重做同一信赖性实验(数量10pcs以上),如第二次试验中有1pcs板测试不合格会商后续重工与重检对策。
2、制程中有测试1pcs不合格者,需立即呈报品保主管及知会责任单位主管,并取同料号相同周期板重做试验(数量5pcs以上),第二次试验中有1pcs板测试不合格开立CAR予责任单位,追踪改善后取样确认效果,若仍不良可予以停产或呈报品保主管与责任单位主管会商对策。
二十二、防焊品质检测:
1.直接目视检察,再以1.5 ~10倍放大镜审视。
2.密着性(胶带测试):按IPC-TM-650中TM2.4.28.1的规定,用3M胶带做涂膜抗剥离强度测试。
3.硬度测试:依IPC-SM-840C 3.5.1/TM 2.4.27.2标准做硬度测试,用一片经过后烤的板子,用铅笔硬度计(JIS规格)约一牛顿的力成45℃的角在板面上画一条约一英寸长的线,用橡皮擦除碳粉并检查板上是否有刮痕,以刮痕不露铜为准。
4.耐酸碱性测试:依IPC-SM-840C 3.6.1.1标准,取6PNL化银试板各2片浸入10%HCl、10%H2SO4、10%NaOH溶液中30 min﹔另取6PNL OSP试板各2片浸入10%HCl、10%H2SO4、10%NaOH溶60min后观察表面是否有起泡、剥离、变色等情形发生,再用3M胶带做剥离测试
5.耐溶剂性:依IPC-SM-840C 3.6.1.1标准,清洗涂膜表面,观察表面是否有起泡、剥离、变色等情形发生,后用3M胶带做剥离测试
6.耐高温性:
1)焊接性:按IPC-SM-840C3.7,依据J-STD-003进行焊接时,检验对焊接点的焊接性有无不良影响。
2)耐焊锡性:按IPC-SM-840C3.7.2,依据指定条件(J-STD-004:M助焊液,J-STD-006:Sn60或Sn63型焊锡)进行焊接后检验有无锡膏密着于涂膜。
3)焊锡耐热性:焊锡后观察涂膜外观,检验有无起泡﹔施以胶带拉扯试验后,检验有无剥离等不良情形发生
4)耐喷锡性:经喷锡前处理上助焊剂后喷锡,检验涂膜是否有起泡、剥离等情形发生,再施以胶带拉扯试验后,观察涂膜外观。
5)漂锡试验:温度:260℃,时间10S,试验三次;288℃,时间10S,试验三次。后检验涂膜是否有起泡、剥离等情形发生。
7.检验塞孔效果:取板切BGA位做切片数个检验塞孔效果。
8.检测线路上油墨厚度:取化银和OSP板做切片数个,测量线路上不同位置的油墨厚度。
9.undercut侧蚀情况:取试板做切片数个,测量undercut的深度是否在规定范围1.2mil以内。
10.耐热冲击性:依IPC-SM-840C 3.9.3/TM2.6.7.1 H品级-65~125°C,100次循环,检察涂膜有无起泡,龟裂,剥离等情形。
11.耐化银、OSP、镀/化金性能:取数片试板经一厂化银、OSP线不同表面处理后,观察是否有起泡、剥离、拱起或变色等不良情形发生。(测试条件—镀金(电解):42°C,1.0A/dm²,5分钟﹔化金(无电解):90°C,5分钟。)
-
pcb
+关注
关注
4391文章
23745浏览量
420802 -
cpu
+关注
关注
68文章
11218浏览量
222968 -
BGA
+关注
关注
5文章
581浏览量
50963 -
OSP
+关注
关注
1文章
41浏览量
15564
原文标题:完美PCB的诞生,需经过哪些测试?
文章出处:【微信号:pcbworld,微信公众号:PCBworld】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
手动移液器的使用操作过程
怎样去操作FTS-300光缆普查仪?在操作过程中有哪些常见问题?
C语言的平台操作过程
STM32内部FLASH操作过程
OTA的原理是什么?rt-thread的OTA具体操作过程是怎样的

如何避免PCB板上操作过程中引起的机械裂纹
FPGA应用中部分重配置的操作过程






 工商网监
工商网监
评论