 蓝光激光在有色金属加工领域飞跃发展
蓝光激光在有色金属加工领域飞跃发展
应用于材料加工的激光光源发展迅速。全新蓝光激光棒的光功率可以高达100瓦。红外激光棒可实现以前被认为几乎无法企及的效率。
大功率激光二极管作为材料加工激光系统的光源正在发挥着越来越重要的作用。红外激光棒具有极高的光功率,其功率和效率目前已达到一个全新水平。另外,值得注意的是蓝光波长激光棒,其在实验室中的光功率可达100瓦(W)。这是一个巨大飞跃,因为不到十年前,蓝光激光二极管只有几瓦的功率。
❂ 适用于材料加工的高能光束
高功率密度令激光辐射成为一种高效的工具,可以将定量的能量传输到工件特定区域,并在非接触的情况下对这些区域进行精确加热。典型的应用包括各种金属和塑料的雕刻、涂层、焊接和切割等。根据VDMA 2019的《激光技术世界》统计,目前用于金属切割和焊接的大功率激光工具占据了全球材料加工激光系统45%左右的市场份额。目前,大功率半导体激光器的应用也越来越广泛,它既可直接用作激光加工工具,也可以用于泵浦光纤或固态激光器。与二氧化碳激光器或闪光灯抽运固态激光器相比,它的效率更高,结构更紧凑。其核心是半导体激光二极管,通常为光功率较高的激光棒。多个激光棒堆叠在一起可用作工业半导体激光器的光源,此类激光器的光功率目前可以达到100千瓦(kW)。
用于材料加工的激光二极管的核心参数包括波长、光功率、电光转换效率(WPE)和光束质量。这些是衡量一个完整系统效率以及成本效益的必需参数。较高的光功率和效率可减少系统所需的激光芯片数量,从而降低耦合和冷却成本以及光学系统复杂性。光束质量决定了可以耦合进光纤的激光功率的大小,适当的波长则能够确保加工材料充分吸收激光能量。目前,由于大多数使用激光加工的材料可吸收约1 μm波长的光,所以在激光加工行业中,红外激光器的应用得到了较为广泛的普及。
大功率蓝光激光器 ❂
铜是电气工程中最重要的原材料之一,在电池、电机或断路器的电力传输等方面发挥着核心作用。例如,在用于电动汽车或储能系统的锂离子电池中,每个电池通过铜介质实现连接导通。这时,由于高工作电流,这些连接会受到较高热应力的影响。传统的焊接接头在这样的情况下会不够稳定,因此激光焊接的应用实现了高速的增长。
但是铜会反射大量红外波长,其他有色金属(如金或铝)也有类似情况(图1)。如果采用红外激光来进行加工,就需要非常高的激光功率。除了能耗高之外,工艺的可控性也相对较差。一旦铜在高温下熔化,它就会大量吸收红外光。当融化的铜“沸腾”后,会形成孔隙并产生飞溅。焊接质量差也会影响其导电性等性能。图1显示了金和铜的光谱吸收对比情况。铜吸收蓝光的能力是红外光的12倍,同时也是绿光的1.2倍。对于金来说,这些系数分别为50和2.2。因此,在加工中,当波长低于500 nm时,可实现最高的系统效率。
目前蓝光工业半导体激光器的光功率可达到几百瓦到几千瓦。开发基础的大功率蓝光激光二极管是其中的关键任务。在不到十年前,其输出功率还在毫瓦至几瓦范围内,可用于蓝光驱动器、投影机或汽车头灯等应用。现在,蓝光激光二极管迎来了高速的发展,输出效率和功率有了长足的提升。艾迈斯欧司朗不断提高其450 nm单个发射器的效率,从2008年功率为60毫瓦时15%的效率提高至现在功率为2.2瓦时效率达到46%。为了将工业二极管激光器光源用于有色金属加工,必须继续提高其将其性能水平。作为政府资助的光子计划(EFFILAS)的组成部分,BLAULAS项目致力于开发更高功率和效率的蓝光激光器和相应的高功率激光二极管。
与红外系统类似,蓝光系统也依赖于大功率激光棒。一开始,专家们对这种方法能否成功用于铟镓氮(InGaN)材料系统表示怀疑。因为它具有相对较高的晶体缺陷密度,甚至在某些情况下,具有缺陷的发射点可能会破坏整个激光棒。因此,第一步需要验证和改进芯片制程和一致性,接下来是从设计和工艺步骤上进行优化。2018年,艾迈斯欧司朗推出了全球首款蓝光激光棒。在实验室中,这款激光棒可在60 A的电流下实现98 W的输出功率。功率为50 W时的最高效率达到46%。2019年,开发人员将其功率突破了100 W大关,达到107 W(图3)。
这款激光棒宽9.2 mm,腔长1.2 mm,由23个发射器组成,每个发射器的孔径宽度为30 μm。400 μm的间距可确保7.5%的低填充系数,这可防止相邻发射器之间的热串扰,并避免产生额外的热量。通过这种设置,可以确保阈值电流恒定在4.5 A。在30 A / 50 W的工作点,横向和垂直辐射角(慢轴和快轴发散角)约为7°和37°(95%能量的值)。即使在工作电流发生变化的情况下,慢轴发散角也始终低于8°。因此,激光波束可与现有的透镜系统很好地准直,并有效地耦合到玻璃光纤中。基于这些激光棒优异的性能,2019年首款光功率超过1 kW的蓝光半导体激光器问世。
蓝光激光棒SPL BD45-12-23-00B具有50 W的输出功率,在25°C条件下,连续波(CW)工作效率为38%。大功率激光棒是构建紧凑型高输出功率激光器光源的首选。对于几十瓦的光功率应用,基于单个发射器设计系统是一种有效的方法。除了采用经典的TO封装型的发射器,也可以选择使用PLPCOS 450E板上芯片(CoSA)型号。该激光器可提供5 W的光功率,具有45 μm宽发射器和集成式ESD保护二极管。借助多路复用工艺,通过将多光束整合在一个光模块中,CoSA单个发射器路线也可用于实现千瓦级的二极管激光器。
❂ 红外激光器:突破效率限制
红外二极管激光器已在工业材料加工领域使用了多年。随着这些系统的普及,整个系统的成本和能源效率成为人们关注的重点。几十年来,艾迈斯欧司朗一直专注于生产和开发基于铝镓铟砷化物(AlGaInAs)或镓铟磷化物(GaInP)的红外激光二极管和激光棒。自20世纪70年代以来,CW激光器的输出功率从几瓦增加到目前的400 W。
值得注意的是,该激光器输出功率达到400 W,效率则提高至70%(在300 W时)。2011年,当输出功率为250 W且效率达到60%时,艾迈斯欧司朗和其他半导体激光器公司似乎都遇到了现有技术的瓶颈。在输出较高,且芯片内的相对温度较高时,效率会下降,这反过来又会产生热量,从而降低输出效率。
作为光子计划的组成部分,EKOLAS项目取得了一定进展。艾迈斯欧司朗的任务就是提供具有高效率、高输出功率、良好光束质量和较高可靠性的激光棒。2020年2月,开发人员研制出波长为1000 nm和1020 nm的激光棒,其最大光功率为400 W,最高效率为300 W时的效率达到65%。该激光棒由25个发射点组成。在300 W工作点,横向光束角最大为9°,可确保光束有效耦合至光纤。根据老化测试表明,在长期运行情况下,310 W时的可靠性较高。接下来,将转向800-1060 nm的其他波长继续研究。
它由25个发射点组成,每个发射点宽200 μm,波长为940、976或1020 nm。
目前,用于材料加工的红外产品组合包括800至1060 nm波长的大功率激光棒,光功率高达250 W,808 nm波长时效率为60%,900 nm波长时效率超过65%。此外,还有一款专为光束有效耦合至光纤而设计的迷你棒,其可在准连续波工作条件下实现高达500 W功率。它们适用于刻印、泵浦、美容应用(如脱毛)或远程传感等应用。波长为915和976 nm的单个发射具有不同的发射点宽度,用于耦合至不同的光纤几何结构中,每个发射器功率为25 W。
结a论a
大功率蓝光激光二极管和红外激光棒的创纪录效率使材料加工应用向前迈进了一大步。五十多年来,艾迈斯欧司朗光电半导体一直致力于半导体激光二极管的研发。世界上首款输出功率达到100瓦的蓝光激光棒,以及红外激光二极管效率的显著提高,这些表现都是几十年来艾迈斯欧司朗在该技术领域始终处于领先地位的印证。雷根斯堡工厂负责激光芯片的生产和开发,目前正在持续扩展这一领域。仅在过去的两年中,红外激光芯片的生产能力就翻了一番。
本文作者:李跃,艾迈斯欧司朗集团市场总监,大中华区可视化与激光业务产品线负责人
编辑:jq
-
新能源
+关注
关注
25文章
4522浏览量
104729 -
二极管
+关注
关注
144文章
8988浏览量
161223 -
红外激光
+关注
关注
0文章
26浏览量
7895
原文标题:深度丨蓝光激光在有色金属加工领域飞跃发展,红外激光效率取得突破
文章出处:【微信号:艾迈斯半导体,微信公众号:艾迈斯欧司朗】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
揭秘半封闭半自动激光切管机主要应用于金属加工行业
有色金属矿山采选智能工厂数字孪生可视化,推进矿采选业数字化转型

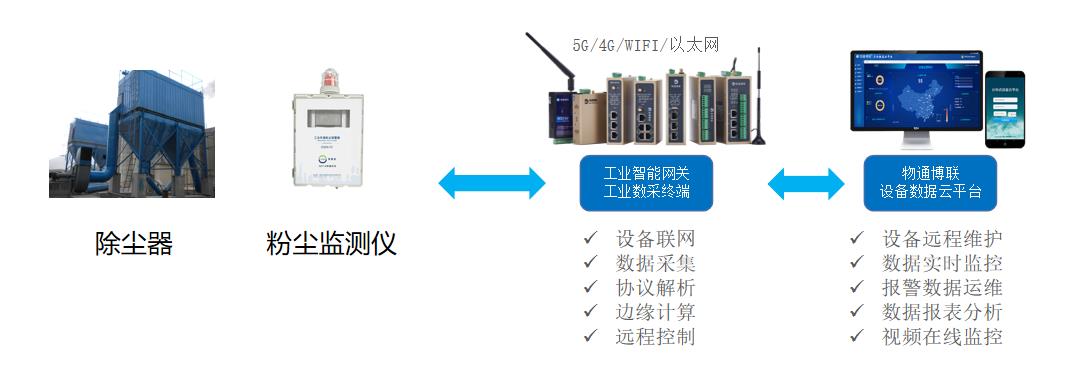
金属加工厂除尘器及粉尘监测一体化系统
激光在医疗领域的应用

三维机器人激光切割机在金属加工中的应用

数智赋能 精益制造 | 中软国际助力铝业客户激活发展新动能!
罗克韦尔自动化携手迪庆有色共同赋能矿业智能化发展

蓝光半导体激光器光学整形面临的技术挑战
蓝光激光焊接技术的工艺应用
蓝光激光与红外激光焊接铜金属的区别
知业科技——某有色金属企业5G全连接工厂案例

蓝光市场需求旺盛,业界继续发力更高功率、更高亮度的蓝光产品
蓝光激光焊接技术在高反金属材料焊接的应用






 工商网监
工商网监
评论