 电弧焊工具主要有哪些?
电弧焊工具主要有哪些?
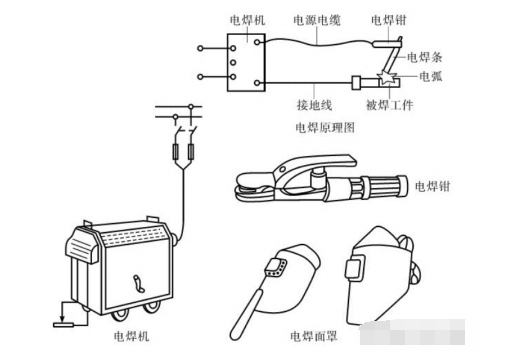
电弧焊工具主要是指电焊机、电焊钳、电焊面罩和电焊条。
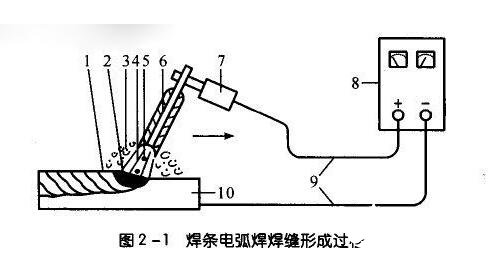
(1)电焊机。电弧焊是通过电弧对焊接工件的局部加热,使连接处的金属融化,再加入填充金属而结合的方法。电焊机为电弧提供电源,分为交流电焊机和直流电焊机两类。应用比较普遍的是交流电焊机。如下图所示。
电焊机必须具有电弧的可靠引燃及稳定燃烧保弧的特点,一般要求交流电焊机的空载电压不低于55V,直流电焊机的空载电压不低于40V。在应用电焊机时,由于焊接不同厚度的金属材料,其焊接的电流大小应易调节,一般要求电焊机调节范围在电焊机额定电流的0.25~1.2倍。这是由于短路电流过大,会引起电焊机绕组过热,烧坏电焊机;而短路电流过小,则引弧困难,难以满足焊接的需要,因此要求电焊机应具有适当的短路电流。在使用交流电焊机时应注意以下事项:
①移动电焊机时,一定要先切断电源,不允许带电移动电焊机,并且在移动时切勿使电焊机受到剧烈震动和其他物体的冲击,以免外壳与带电体接触。
②在使用电焊机过程中,要经常对电焊机接线桩、连接处以及电缆进行检查,发现有烧坏处或者接触不良处,应及时修复好后再使用。
③电焊机应根据不同型号、不同功率选用合适的电源线、保险丝、开关及电源线的容量,不可选得过小,特别是保险丝选择一定要适当。电焊机外壳必须可靠接地,若多台电焊机同时使用时,所有电焊机的接地线应为并联接地,不得串联,以确保人身安全。
④电焊机电源线必须接线正确,首先应检查电焊机一、二次侧的接线,变压器初级称为一次侧线,较细,应接电源;变压器二次侧较粗,应接负载,即电焊机焊把线。在接线时,应特别注意电焊机名牌上所要求的电压,如是220V时,应接电源220V,即一根接火线,另一跟接零线。如是380V时,应把电焊机两根电源线分别接到两相火线上,切勿将220V的电焊机接入380V的电源线上,如果接错,会很快烧毁电焊机。
⑤在焊接过程中需调节电流大小时,应在空载时进行,电焊机在工作时不宜长期处于短路状态,特别注意在非焊接时,绝对禁止焊把与焊件直接接触,以免造成短路烧毁电焊机。
⑥电焊机在工作完毕时,应及时切断电源。
(2)焊钳和面罩。焊钳是用来夹持焊条以便正常焊接的工具。面罩是用来遮滤电弧光和保护眼睛视力,保证操作者正常进行操作的防护工具,有手持式和头戴式两种。
(3)电焊条。电焊条是电弧焊接的焊剂和材料,电工常用的电焊条是结构钢焊条。选用电焊条主要是选择焊条的直径,焊条直径主要取决于焊接工件的厚度。焊接工件的厚度越厚,选用焊条的直径就越大,但焊条的直径应不超过焊件的厚度。
厚度在4~12mm的焊件,常用的焊条直径是3.0~4.0mm。
使用不同直径的焊条,在焊接时应先调整电焊机选用不同的电流;3.2mm焊条的焊接电流在100~130A,4.0mm焊条的焊接电流在180A左右。
焊接接头的形式
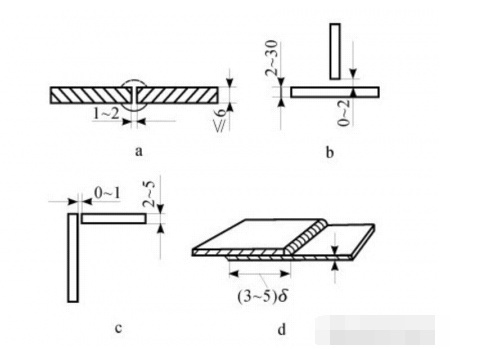
焊接接头的形式主要有对接接头、T字接头、角接接头和搭接接头四种,如下图所示,实用中选用何种形式要根据具体的需要而定。
焊接时工件接头的对缝尺寸由焊件的接头形式、焊件的厚度和坡口形式决定。电工操作的焊接攻坚通常是角钢和扁钢,一般不开口。对缝尺寸在0~2mm以内。
焊接方式
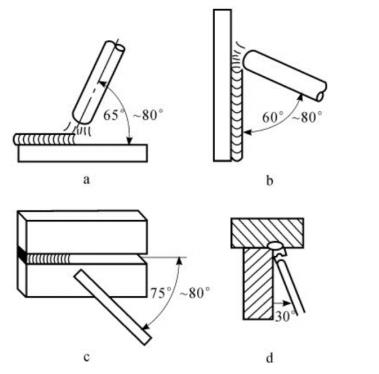
焊接方式分为平焊、立焊、横焊和仰焊四种,如下图所示:
焊接中,需要选用何种方式应根据焊件工件的结构、形式、体积和所处的位置来选择。
(1)平焊。平焊时,焊缝处于水平位置,操作技术容易掌握,采用的焊条直径可以大一些,生产效率高。焊接采用的运条方式为直线形,焊条角度如图所示。
焊件若要两面焊接时,焊接正面焊缝的运条速度应慢一些,以获得较大的深度和宽度。焊接反面焊缝时,则运条的速度要快一些,使焊缝宽度小一些。
(2)横焊和立焊。横焊和立焊有一定难度,由于熔化金属因自重下淌易产生未焊透和焊瘤等缺陷,所以要用较小直径的的焊条和较短的电弧焊接,焊条角度如下图所示。焊接电流要比平焊时小12%~15%。
(3)仰焊。仰焊操作时难度更大,由于熔化金属因自重下淌而易产生未焊透和焊瘤等缺陷的现象更突出,焊接时要采用较小直径的焊条,用最短的电弧进行焊接,如图所示。
操作步骤和方法
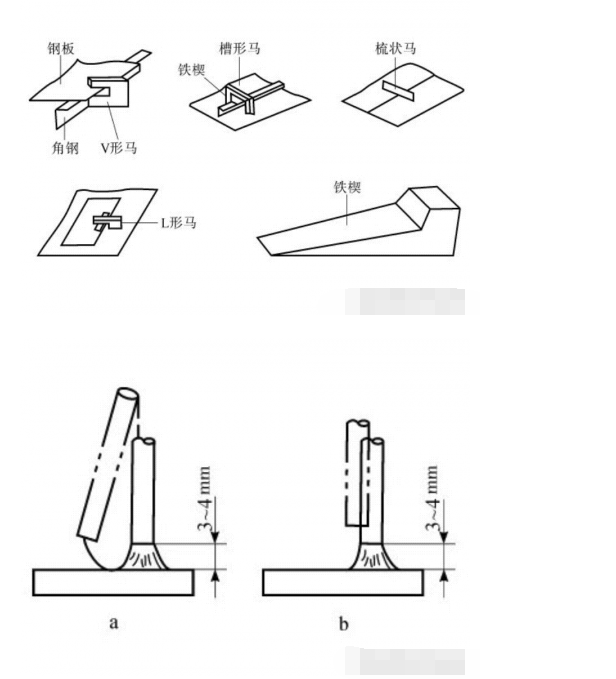
(1)第一步:定位。先将被焊工件用“ 马”板与铁楔等夹具暂时定位,如下图所示。
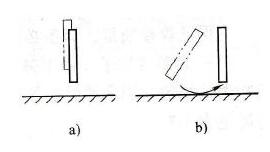
(2)第二步:引弧。电弧的引燃方法主要有划擦法和接触法两种:
①划擦法。先将已经接通电源的焊条前段对准焊缝,然后将手腕扭转一下与划火柴动作相似,使焊条在焊缝表面上划擦以下(长度约20mm),使焊条前段落入焊缝范围,并将焊条提起3~4mm,电弧即可引燃。接着应立即控制使弧长保持在与焊条直径相应的范围内,并运条焊接,如下图说是。
②接触法。接触法的动作如下图所示,先将已接通电源的焊条前端对准焊缝,然后用腕力使焊条轻碰一下焊件表面,在迅速将焊条提起3~4mm,即可引弧。其电弧长度的控制与划擦法相同。
引弧时若发生焊条粘住焊件现象,应将焊条迅速左右摆动几次,就可以脱离焊件。如若不能,应立即使焊钳脱离焊条,待冷却后再将焊条扳下。
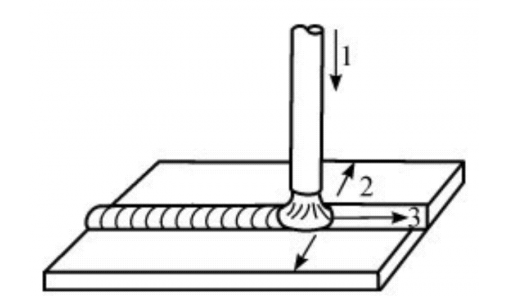
(3)第三步:运条焊接。电弧引燃后,将电弧稍微拉长,使焊件加热,然后缩短焊条与焊件之间的距离,电弧长度适当后,开始运条。运条时焊条前端按三个方向移动:第一,随着焊条的熔蚀,其长度渐短,应逐渐向焊缝方向送进,送进速度应与焊条熔化速度相适应;第二,焊条横向摆动,以扩宽焊接面;第三,使焊条沿着焊缝,朝着未焊方向前进。在焊接过程中,这三个动作应有机配合,以保证焊接质量,如下图所示。
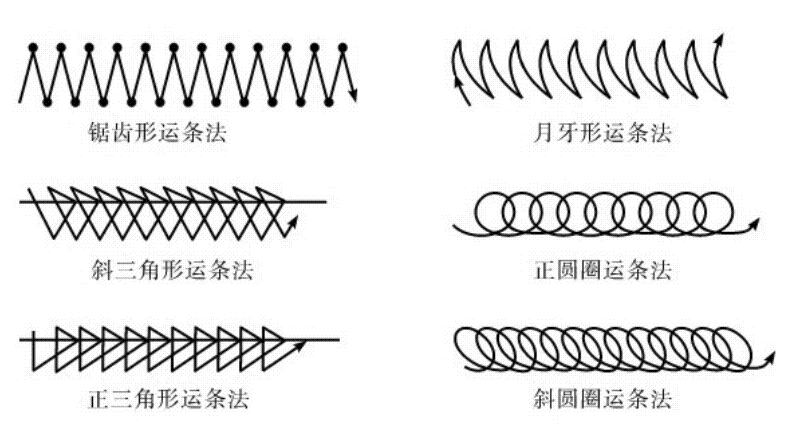
常用的运条方法有锯齿形、月牙形、三角形、圆圈形等运条方法,如下图所示。
(4)第四步:收尾。当焊缝焊完时,焊条前端要在焊缝终点做小的画圈运动,直到铁水填满弧坑后,提起焊条,终止焊接。最后用尖头锤敲去焊渣,检查焊点质量,看是否符合要求。
责任编辑人:CC
-
电焊机
+关注
关注
48文章
128浏览量
42490 -
电弧焊机
+关注
关注
0文章
14浏览量
7550
发布评论请先 登录
相关推荐
2021年焊工(初级)考试技巧分享
手工电弧焊的焊接设备
焊条电弧焊原理特点_焊条电弧焊的应用
焊条电弧焊焊接手法_焊条电弧焊的焊接过程





 工商网监
工商网监
评论