 超全面分享锂电锦囊从设计至分析大全
超全面分享锂电锦囊从设计至分析大全
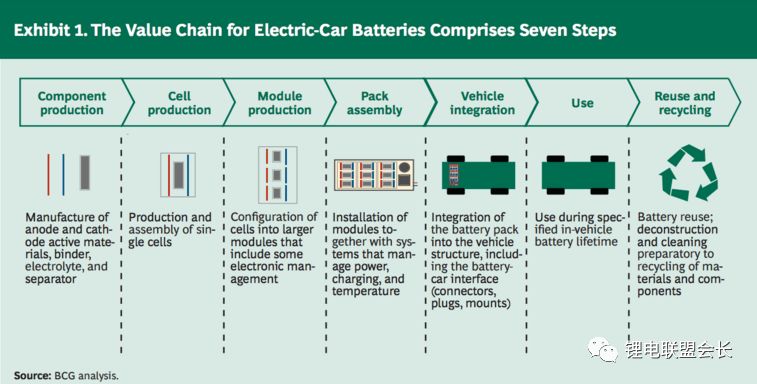
锂离子电池原理及工艺流程
一、 原理
1.0 正极构造
LiCoO2(钴酸锂)+导电剂(乙炔黑)+粘合剂(PVDF)+集流体(铝箔)
2.0 负极构造
石墨+导电剂(乙炔黑)+增稠剂(CMC)+粘结剂(SBR)+ 集流体(铜箔)
3.0工作原理
3.1 充电过程
如上图一个电源给电池充电,此时正极上的电子e从通过外部电路跑到负极上,正锂离子Li+从正极“跳进”电解液里,“爬过”隔膜上弯弯曲曲的小洞,“游泳”到达负极,与早就跑过来的电子结合在一起。
正极上发生的反应为
LiCoO2=充电=Li1-xCoO2+Xli++Xe(电子)
负极上发生的反应为
6C+XLi++Xe=====LixC6
3.2 电池放电过程
放电有恒流放电和恒阻放电,恒流放电其实是在外电路加一个可以随电压变化而变化的可变电阻,恒阻放电的实质都是在电池正负极加一个电阻让电子通过。由此可知,只要负极上的电子不能从负极跑到正极,电池就不会放电。电子和Li+都是同时行动的,方向相同但路不同,放电时,电子从负极经过电子导体跑到正极,锂离子Li+从负极“跳进”电解液里,“爬过”隔膜上弯弯曲曲的小洞,“游泳”到达正极,与早就跑过来的电子结合在一起。
二、 工艺流程
三、 电池不良项目及成因:
1.容量低
产生原因:
a. 附料量偏少;b. 极片两面附料量相差较大;c. 极片断裂;d. 电解液少;e. 电解液电导率低;f. 正极与负极配片未配好;g. 隔膜孔隙率小;h. 胶粘剂老化→附料脱落;i.卷芯超厚(未烘干或电解液未渗透)j. 分容时未充满电;k. 正负极材料比容量小。
2.内阻高
产生原因:
a. 负极片与极耳虚焊;b. 正极片与极耳虚焊;c. 正极耳与盖帽虚焊;d. 负极耳与壳虚焊;e. 铆钉与压板接触内阻大;f. 正极未加导电剂;g. 电解液没有锂盐;h. 电池曾经发生短路;i. 隔膜纸孔隙率小。
3.电压低
产生原因:
a. 副反应(电解液分解;正极有杂质;有水);b. 未化成好(SEI膜未形成安全);c. 客户的线路板漏电(指客户加工后送回的电芯);d. 客户未按要求点焊(客户加工后的电芯);e. 毛刺;f. 微短路;g. 负极产生枝晶。
4.超厚
产生超厚的原因有以下几点:
a. 焊缝漏气;b. 电解液分解;c. 未烘干水分;d. 盖帽密封性差;e. 壳壁太厚;f. 壳太厚;g. 卷芯太厚(附料太多;极片未压实;隔膜太厚)。
5.成因有以下几点
a. 未化成好(SEI膜不完整、致密);b. 烘烤温度过高→粘合剂老化→脱料;c. 负极比容量低;d. 正极附料多而负极附料少;e. 盖帽漏气,焊缝漏气;f. 电解液分解,电导率降低。
6.爆炸
a. 分容柜有故障(造成过充);b. 隔膜闭合效应差;c. 内部短路
7.短路
a. 料尘;b. 装壳时装破;c. 尺刮(小隔膜纸太小或未垫好);d. 卷绕不齐;e. 没包好;f. 隔膜有洞;g. 毛刺
8.断路
a) 极耳与铆钉未焊好,或者有效焊点面积小;
b) 连接片断裂(连接片太短或与极片点焊时焊得太靠下)
锂离子电池的容量在很大程度上取决于负极的锂嵌入量,其负极材料应满足如下要求:
⑴锂的脱嵌过程中电极电位变化较小,并接近金属锂;
⑵有较高的比容量;
⑶较高的充放电效率;
⑷在电极材料的内部和表面Li+均具有较高的扩散速率;
⑸较高的结构、化学和热稳定性;
⑹价格低廉,制备容易。目前有关锂离子电池负极材料的研究工作主要集中在碳材料和具有特殊结构的其它金属氧化物。
一般制备负极材料的方法如下:
①在一定高温下加热软碳得到高度石墨化的碳;
②将具有特殊结构的交联树脂在高温下分解得到硬碳;
③高温热分解有机物和高聚物制备含氢碳。
碳负极材料要克服的困难就是容量循环衰减的问题,即由于固体电解质相界面膜(Solid electrolyte interphase,简称SEI)的形成造成不可逆容量损失。因此制备高纯度和规整的微结构碳负极材料是发展的一个方向。
电池基本知识及生产控制
一、电芯原理
锂离子电芯的反应机理是随着充放电的进行,锂离子在正负极之间嵌入脱出,往返穿梭电芯内部而没有金属锂的存在,因此锂离子电芯更加安全稳定。
二、电芯的构造
电芯的正极是LiCoO2加导电剂和粘合剂,涂在铝箔上形成正极板,负极是层状石墨加导电剂及粘合剂涂在铜箔基带上,目前比较先进的负极层状石墨颗粒已采用纳米碳。
根据上述的反应机理,正极采用LiCoO2、LiNiO2、LiMn2O2,其中LiCoO2本是一种层结构很稳定的晶型,但当从LiCoO2拿走XLi后,其结构可能发生变化,但是否发生变化取决于X的大小。通过研究发现当X》0.5时Li1-XCoO2的结构表现为极其不稳定,会发生晶型瘫塌,其外部表现为电芯的压倒终结。所以电芯在使用过程中应通过限制充电电压来控制Li1-XCoO2中的X值,一般充电电压不大于4.2V那么X小于0.5 ,这时Li1-XCoO2的晶型仍是稳定的。负极C6其本身有自己的特点,当第一次化成后,正极LiCoO2中的Li被充到负极C6中,当放电时Li回到正极LiCoO2中,但化成之后必须有一部分Li留在负极C6中,心以保证下次充放电Li的正常嵌入,否则电芯的压倒很短,为了保证有一部分Li留在负极C6中,一般通过限制放电下限电压来实现。所以锂电芯的安全充电上限电压≤4 .2V,放电下限电压≥2.5V。
三、电芯的安全性
电芯的安全性与电芯的设计、材料及生产工艺生产过程的控制等因素密切相关。在电芯的充放电过程中,正负极材料的电极电位均处于动态变化中,随着充电电压的增高,正极材料(LixCoO2)电位不断上升,嵌锂的负极材料(LixC6)电位首先下降,然后出现一个较长的电位平台,当充电电压过高( 》4.2V)或由于负极活性材料面密度相对于正极材料面密度(C/A)比值不足时,负极材料过度嵌锂,负极电位则迅速下降,使金属锂析出(正常情况下则不会有金属锂的的析出),这样会对电芯的性能及安全性构成极大的威胁。电位变化见下图:
在材料已定的情况下,C/A太大,则会出现上述结果。相反,C/A太小,容量低,平台低,循环特性差。这样,在生产加工中如何保证设计好的C/A比成了生产加工中的关键。所以在生产中应就以下几个方面进行控制:
1.负极材料的处理
1)将大粒径及超细粉与所要求的粒径进行彻底分离,避免了局部电化学反应过度激烈而产生负反应的情况,提高了电芯的安全性。
2)提高材料表面孔隙率,这样可以提高10%以上的容量,同时在C/A 比不变的情况下,安全性大大提高。处理的结果使负极材料表面与电解液有了更好的相容性,促进了SEI膜的形成及稳定上。
2.制浆工艺的控制
1)制浆过程采用先进的工艺方法及特殊的化学试剂,使正负极浆料各组之间的表面张力降到了最低。提高了各组之间的相容性,阻止了材料在搅拌过程“团聚”的现象。
2)涂布时基材料与喷头的间隙应控制在0.2mm以下,这样涂出的极板表面光滑无颗粒、凹陷、划痕等缺陷。
3)浆料应储存6小时以上,浆料粘度保持稳定,浆料内部无自聚成团现象。均匀的浆料保证了正负极在基材上分布的均匀性,从而提高了电芯的一致性、安全性。
3.采用先进的极片制造设备
1)可以保证极片质量的稳定和一致性,大大提高电芯极片均一性,降低了不安全电芯的出现机率。
2)涂布机单片极板上面密度误差值应小于±2%,极板长度及间隙尺寸误差应小于2mm。
3)辊压机的辊轴锥度和径向跳动应不大于4μm,这样才能保证极板厚度的一致性。设备应配有完善的吸尘系统,避免因浮尘颗粒而导致的电芯内部微短路,从而保证了电芯的自放电性能。
4)分切机应采用切刀为辊刀型的连续分切设备,这样切出的极片不存在荷叶边,毛刺等缺陷。同样设备应配有完善的吸尘系统,从而保证了电芯的自放电性能。
4.先进的封口技术
目前国内外方形锂离子电芯的封口均采用激光(LASER)熔接封口技术,它是利用YAG棒(钇铝石榴石)激光谐振腔中受强光源(一般为氮灯)的激励下发出一束单一频率的光(λ=1.06mm)经过谐振折射聚焦成一束,再把聚焦的焦点对准电芯的筒体和盖板之间,使其熔化后亲 合为一体,以达到盖板与筒体的密封熔合的目的。为了达到密封焊,必须掌握以下几个要素:
1)必须有能量大、频率高、聚焦性能好、跟踪精度高的激光焊机。
2)必须有配合精度高的适用于激光焊的电芯外壳及盖板。
3)必须有高统一纯度的氮气保护,特别是铝壳电芯要求氮气纯度高,否则铝壳表面就会产生难以熔化的Al2O3(其熔点为2400℃)。
四、电芯膨胀原因及控制
锂离子电芯在制造和使用过程中往往会有肿胀现象,经过分析与研究,发现主要有以下两方面原因:
1.锂离子嵌入带来的厚度变化
电芯充电时锂离子从正极脱出嵌入负极,引起负极层间距增大,而出现膨胀,一般而言,电芯越厚,其膨胀量越大。
2.工艺控制不力引起的膨胀
在制造过程中,如浆料分散、C/A比离散性、温度控制都会直接影响电芯电芯的膨胀程度。特别是水,因为充电形成的高活性锂碳化合物对水非常 敏感,从而发生激烈的化学反应。反应产生的气体造成电芯内压升高,增加了电芯的膨胀行为。所以在生产中,除了应对极板严格除湿外,在注液过程中更应采用除湿设备,保证空气的干燥度为HR2%,露点(大气中的湿空气由于温度下降,使所含的水蒸气达到饱和状态而开始凝结时的温度)小于-40℃。在非常干燥的条件下,并采取真空注液,极大地降低了极板和电解液的吸水机率。
五、铝壳电芯与钢壳电芯安全性比较
铝壳相对于钢壳具有很高的安全优势,以下是不同的压力实验:
注:压力是电芯压力为电芯内部之压力(单位:Kg),表内数据为电芯之厚度(单位:mm)由此可见钢壳对内压反映十分迟钝,而铝壳对内压反应却十分敏锐。因此从厚度上就基本能判断出电芯的内压,而钢壳电芯往往隐含着内压带来的不安全隐患。其中钢壳电芯型号为063448。
六、 各工序控制重点
(一) 配料:
1.溶液配制:
a) PVDF(或CMC)与溶剂NMP(或去离子水)的混合比例和称量;b) 溶液的搅拌时间、搅拌频率和次数(及溶液表面温度);c) 溶液配制完成后,对溶液的检验:粘度(测试)溶解程度(目测)及搁置时间;d) 负极:SBR+CMC溶液,搅拌时间和频率。
2.活性物质:
a) 称量和混合时监控混合比例、数量是否正确;b) 球磨:正负极的球磨时间;球磨桶内玛瑙珠与混料的比例;玛瑙球中大球与小球的比例;c) 烘烤:烘烤温度、时间的设置;烘烤完成后冷却后测试温度。d) 活性物质与溶液的混合搅拌:搅拌方式、搅拌时间和频率。e) 过筛:过100目(或150目)分子筛。f) 测试、检验:
对浆料、混料进行以下测试:固含量、粘度、混料细度、振实密度、浆料密度。
(二)涂布
1.集流体的首检:
a) 集流体规格(长宽厚)的确认;b) 集流体标准(实际)重量的确认;c) 集流体的亲(疏)水性及外观(有无碰伤、划痕和破损)。
2.敷料量(标准值、上、下限值)的计算:
a) 单面敷料量(以接近此标准的极片厚度确定单面厚度);b) 双面敷料量(以最接近此标准的极片厚度确定双面的极片厚度。)
3.浆料的确认:是否过稠(稀)流动性好,是否有颗粒,气泡过多,是否已干结。
4.极片效果:
a) 比重(片厚)的确认;b) 外观:有无划线、断带、结料(滚轮或极片背面)是否积料过厚,是否有未干透或烤焦,有无露铜或异物颗粒;
5.裁片:规格确认有无毛刺,外观检验。
(三)制片(前段):
1.压片:
a) 确认型号和该型号正、负极片的标准厚度;b) 最高档次极片压片后(NO.1或NO.1及NO.2)的厚度、外观有无变形、起泡、掉料、有无粘机、压叠。c) 极片的强度检验;
2.分片:
a) 刀口规格、大片极片的规格(长宽)、外观确认;b) 分出的小片宽度;c) 分出的小片有无毛刺、起皱、或裁斜、掉料(正)。
3.分档称片:
a) 称量有无错分;b) 外观检验:尺寸超差(极片尺寸、掉料、折痕、破损、浮料、未刮净等)。
4.烘烤:
a) 烤箱温度、时间的设置;b) 放N2、抽真空的时间性效果(目测仪表)及时间间隔。
(四)制片后段
1.铝带、镍带的长度、宽度、厚度的确认;
2.铝带、镍带的点焊牢固性;
3.胶纸必须按工艺要求的公差长度粘贴;
4.极片表面不能有粉尘。
(五)盖帽
1.裁连接片:测量尺寸规格、检查有无毛刺、压伤;
2.清洗连接片:检查连接片是否清洗干净;
3.连接片退火:检查有无用石墨粉覆盖,烤炉温度,放入取出时间;
4.组装盖帽:检查各种配件是否与当日型号相符,装配是否到位;
5.冲压盖帽:检查冲压高度及外观;
6.全检:对前工序员工自检检查的效果进行复核,防止不良品流入下一工序;
7.折连接片:检查有无漏折、断裂、有无折到位;
8.点盖帽:检查有无漏点、虚点、点穿;
9.全检:对前工序员工自检检查的效果进行复核,防止不良品流入下一工序;
10.套套管:检查尺寸、套管位置;
11.烘烤:烘烤温度、时间、烘烤效果。
(六)卷绕
1.各型号的识别、隔膜纸、卷尺的规格、钢(铝)壳的卷绕注意事项;
2.结存极片的标识状态;
3.点负极的牢固度(钢、铝壳);铝壳正极的牢固性、负极的外观;
4.绝缘垫片的放置;
5.折、压合盖帽(铝壳)注意杂物外露和铝壳外观的维护;
6.定盖工位:偏移度。
注意先下拉先生产。
(七)焊接
1.钢、铝壳电池焊接时注意沙孔;
2.焊接铝壳的调试、焊接时抽查的测试;
3.检漏工位;
4.打胶。
5.注意先下拉先生产。
(八)注液
1.各种型号注液量;
2.手套箱内的湿度和室内湿度;
3.电池水分测试及放气和抽真空时间;
4.烘烤前电池在烤箱放置注意事项;
5.烘烤12小时后电池上下层换位;
6.电池注液前后的封口。
(九)检测
1.分容、化成参数的设置;
2.化成时电解液流出员工有没有及时擦掉;
3.监督生产部新员工的操作;
4.注液组下来的电芯上注液孔是否有胶纸脱落;
5.各种实验电池是否明显标识区分;
6.提前亮灯的点要查明原因;
7.爆炸后该点的校对;
8.钢、铝壳柜的区分;
9.封口时哪些型号要倒转来挤压
10.封口挤压是否使铝电芯变形;
11.封口后上否及时清洗;
12.夹具头是否清洁,是否有锈蚀;
13.连接电脑的柜子爆炸后电压的查询,该点电压电流曲线的情况汇的;
14.搁置、老化和封口区的环境温湿度。
(十)包装
1.对有的客户抱怨过容量低的要加2分钟容量;
2.对天宇这个客户要控制尺寸的下限;
3.型号电池更改时是否清理整条拉,防止混料;
4.检出的不良品是否用红色周转盒子装,是否明显标识;
5.订单上有特别要求的是否得到员工的理解和执行;
6.喷码内容是否正确,喷码方向和位置是否正确;
7.压板和铆钉上是否有胶;
8.检测仪器是否在有效期内,防止失准仪器在线上使用(针对所有工位)。
化学电源的组成 化学电源在实现能量的转换过程中,必须具有两个必要的条件:
一。 组成化学电源的两个电极上进行的氧化还原过程,必须分别在两个分开的区域进行,这一点区别于一般的氧化还原反应。
二。 两电极的活性物质进行氧化还原反应时所需电子必须由外线路传递,这一点区别于金属腐蚀过程的微电池反应。
为了满足以上的条件,任何一种化学电源均由以下四部分组成:
1、 电极电池的核心部分,它是由活性物质和导电骨架所组成。活性物质是指正、负极中参加成流反应的物质,是化学电源产生电能的源泉,是决定化学电源基本特性的重要部分。对活性物质的要求是:
1) 组成电池的电动势高;
2) 电化学活性高,即自发进行反应的能力强;
3) 重量比容量和体积比容量大;
4) 在电解液中的化学稳定性高;
5) 具有高的电子导电性;
6) 资源丰富,价格便宜。
2、 电解质电池的主要组成之一,在电池内部担负着传递正负极之间电荷的作用,所以势一些具有高离子导电性的物质。对电解质的要求是:
1) 稳定性强,因为电解质长期保存在电池内部,所以必须具有稳定的化学性质,使储藏期间电解质与活性物质界面的电化学反应速率小,从而使电池的自放电容量损失减小;
2) 比电导高,溶液的欧姆压降小,使电池的放电特性得以改善。对于固体电解质,则要求它只具有离子导电性,而不具有电子导电性。
3、 隔膜也叫隔离物。置于电池两极之间。隔膜的形状有薄膜、板材、棒材等。其作用是防止正负极活性物质直接接触,造成电池内部短路。对于隔膜的要求是:
1) 在电解液中具有良好的化学稳定性和一定的机械强度,并能承受电极活性物质的氧化还原作用;
2) 离子通过隔膜的能力要大,也就是说隔膜对电解质离子运动的阻力要小。这样,电池内阻就相应减小,电池在大电流放电时的能量损耗减小;
3) 应是电子的良好绝缘体,并能阻挡从电极上脱落活性物质微粒和枝晶的生长;
4) 材料来源丰富,价格低廉。常用的隔膜材料有棉纸、微孔橡胶、微孔塑料、玻璃纤维、水化纤维素、接枝膜、尼龙、石棉等。可根据化学电源不同系列的要求而选取。
编辑:jq
-
锂电池
+关注
关注
256文章
7649浏览量
163329 -
化学电池
+关注
关注
0文章
13浏览量
8999 -
导电性
+关注
关注
0文章
62浏览量
9720
原文标题:收藏|锂电锦囊从设计至分析大全
文章出处:【微信号:Recycle-Li-Battery,微信公众号:锂电联盟会长】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
“PL7072锂电池保护电路:功能全面,易于集成,电池安全新保障”
COMSOL Multiphysics在超材料与超表面仿真中的应用
\"锂电池充电、保护与放电:从基础到高级的全面解析\"
储能锂电池与电动车锂电池能替换使用吗?
YB5212A是一种支持单节和双节锂电池的同步Buck锂离子电池充电器IC
三元锂电池和磷酸铁锂电池哪个好?
磷酸铁锂电池和三元锂电池的差异点分析
锂电池热失控气体产生原因、分析方法
电池温度低对锂电池有什么影响及解决方案分析
ide界面为什么找不到选择从Flash上传至ILM的下载运行模式?
GGII:国内锂电163个百亿级扩产项目分析






 工商网监
工商网监
评论