 气伺服焊钳的补偿值运用过程
气伺服焊钳的补偿值运用过程
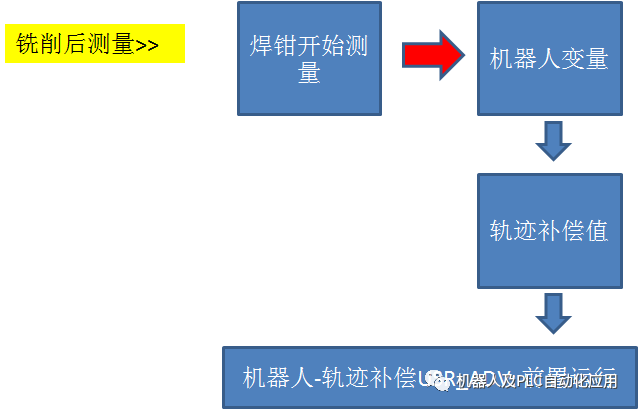
补偿值的计算与获得 都是在焊接点的USER_ADV 前置运行程序里执行的.
内容列表:
1.测量控制分析,MAKRO83.
2.USER_ADV控制分析.
1.测量控制分析,MAKRO83.
在铣削位置时开启焊钳的铣削后测量:
PTP VB=100% VE=100% ACC=100% RobWzg=2 Base=0 SPSTrig=0[1/100s] P
A715 = EIN
A757 = EIN
检验测量值,并关闭测量.
PTP VB=100% VE=0% ACC=100% RobWzg=2 Base=0 SPSTrig=5[1/100s] P
SPSMAKRO83 = EIN
MAKRO83 关闭铣削测量
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS !E706 + T10 -一般情况下焊钳在正常工作时E706节能模式都是没有打开的
F118 = T10
t10 ( EIN ) = -60[1/10Sek]
-测量结果检测
WARTE BIS E757 + T10 -E757测量结束
F118 = T10
WARTE BIS E757 + E26 -如果没有测量结束就得按复位E26
F118 = AUS
F85 = E776 + E26 --F85:测量结果不合格-E776测量结果不合格,有复位的自然也不能算合格
A757 = AUS -关闭A757铣削后测量
GOTO Label 1 = EIN -不管测量结果好坏,直接去”Label1”
-
焊接
+关注
关注
38文章
2748浏览量
58201 -
测量
+关注
关注
10文章
4209浏览量
109728 -
运行程序
+关注
关注
0文章
4浏览量
6420
原文标题:谈谈:气伺服焊钳的补偿值运用过程
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
电力补偿电容器运行过程中缺相怎么办?
无功欠补偿的危害

伺服位置误差大的原因 怎么解决伺服电机定位误差过大的问题?
使用过程中如何降低连接器摩擦损耗
电容器的补偿方式有哪几种?
伺服电机和变频电机的绝对值编码器区别是什么?
伺服电机常见故障处理技巧

伺服焊钳机器人做EMZ的程序分析
安全光幕使用过程中必须注意的问题
低压补偿电容电流大小由什么所决定?
如何防止BGA拆焊台在使用过程中的误操作?-智诚精展
更换C型焊钳上的变压器





 工商网监
工商网监
评论