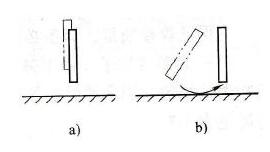
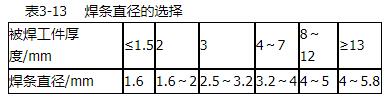
焊接层数的选择_焊条直径的选择
在焊件厚度较大时,往往需采用多层焊。对于低碳钢和强度等级低的低合金钢,每层焊缝厚度对焊缝质量影响不大。但如果焊缝厚度过大,也会对焊缝金属塑性稍有不利影响。...
2019-11-18 9043
平焊法兰和对焊法兰区别
在名称的上我们能很清楚的看出,两者的区别:平焊和对焊。具体来说平焊法兰的接口端管径和壁厚与所要焊接的管子一样,是平铺在一起进行焊接。对焊法兰则是内孔加工了比管子外径略大的...
2019-11-18 17986
CO2气体保护焊的焊接规范_CO2气体保护焊的操作姿势
CO2气体保护焊时,为了保证电弧的稳定燃烧,一般采用直流反接,即焊件接负极,焊枪接正极。只有在堆焊或焊补铸钢件时,才采用正接法。...
2019-11-18 18142
CO2气体保护焊的引弧操作_CO2气体保护焊的收弧操作
氧化碳气体保护焊是焊接方法中的一种,是以二氧化碳气为保护气体,进行焊接的方法。在应用方面操作简单,适合自动焊和全方位焊接。在焊接时不能有风,适合室内作业。...
2019-11-18 8996
co2气体保护焊的特点_co2气体保护焊的优缺点
CO2气体保护焊的电流密度大,可达100~300A/mm2,因此电弧热量集中,焊丝的熔化效率高,母材的熔透厚度大,焊接速度快,同时焊后不需要清渣,所以能够显著提高效率,节省电能。...
2019-11-18 29915
氩弧焊用什么焊丝_氩弧焊填丝方法
氩弧焊焊丝一般采用ER309丝或A302电极材料焊接。ER309丝或A302电极材料适用于高硬度钢之接合,钢模座固定,铸钢模硬面制作打底缓冲层,龟裂之焊合,与氩弧焊有很好的相容性。...
2019-11-18 43277
埋弧焊的焊接参数_埋弧焊的优缺点
焊接电流是决定熔深的主要因素。在一定的范围内,电流增加时,焊缝的楚深‘和余高4都增加,而焊缝的熔宽B增加不大。增大焊接电流可以提高生产率,但在一定的焊速下,焊接电流过大会使...
2019-11-15 16491
钎焊的定义_钎焊的主要特点是什么
用比母材熔点低的钎料和焊件一同加热,使钎料熔化(焊件不熔化)后润湿并填满母材连接的间隙,钎料与母材相互扩散形成牢固连接的方法。所属学科:电力(一级学科);热工自动化、电厂...
2019-11-15 13260
钎焊的优缺点_激光钎焊的优缺点_真空钎焊的优缺点
焊件变形较小,尤其是采用均匀加热(如炉中钎焊)的钎焊方法,焊件的变形可减小到最低程度,容易保证焊件的尺寸精度。...
2019-11-15 12296
仰焊操作方法_仰焊操作注意事项
仰焊时一定要注意保持正确的操作姿势,焊接点不要处于人的正上方,应为上方偏前,且焊缝偏向操作人员的右侧,仰焊的焊条夹持方式与立焊相同。...
2019-11-15 23639
焊接变形的矫正方法有哪些_焊接变形矫正注意事项
机械矫正法是利用机械力的作用来矫正变形。可采用辊床、液压压力机、矫直机和锤击等方法。机械矫正的基本原理是将工件变形后尺寸缩短的部分加以延伸,并使之与尺寸较长的部分相适应,...
2019-11-15 21197
焊接变形的原因_防止焊接变形的措施
在焊接过程中对焊件进行了局部的、不均匀的加热是产生焊接应力及变形的原因。焊接时焊缝和焊缝附近受热区的金属发生膨胀,由于四周较冷的金属阻止这种膨胀,在焊接区域内就发生压缩应...
2019-11-15 18523
焊丝的分类及特点_焊丝的优缺点
焊丝是作为填充金属或同时作为导电用的金属丝焊接材料。在气焊和钨极气体保护电弧焊时,焊丝用作填充金属;在埋弧焊、电渣焊和其他熔化极气体保护电弧焊时,焊丝既是填充金属,同时也...
2019-11-15 22348
钨极氩弧焊的工艺参数_钨极氩弧焊的特点
钨极氩弧焊时常被称为TIG焊,是一种在非消耗性电极和工作物之间产生热量的电弧焊接方式;电极棒、溶池、电弧和工作物临近受热区域都是由气体状态的保护隔绝大气混入,此保护是由气体或...
2019-11-15 13120
tig焊接什么意思_tig焊接的优点和缺点
TIG焊接(钨极氩弧焊)是以纯Ar作为保护气体,以钨极作为电极的一种焊接方法。TIG焊丝以一定长度(通常lm)的直条状供货所。...
2019-11-05 24183
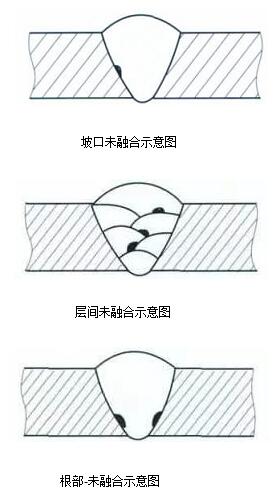
焊接未焊透的原因_焊接未焊透防止措施
未焊透的危害之一是减少了焊缝的有效截面积,使接头强度下降。其次,未焊透焊透引起的应力集中所造成的危害,比强度下降的危害大得多。未焊透严重降低焊缝的疲劳强度。...
2019-10-25 20795
焊接冷裂纹产生原因_焊接冷裂纹防治措施
冷裂缝一般是指焊缝在冷却过程中至A3温度以下所产生裂缝。形成裂缝的温度通常为300~200℃以下,在马氏体转变温度范围内,故称冷裂缝。...
2019-10-25 14264
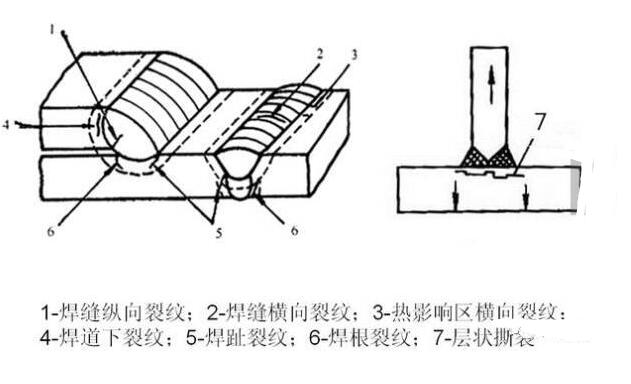
焊接结晶裂纹的形成机理_防止焊接结晶裂纹的措施
结晶裂纹最常见的情况是沿焊缝中心长度方向开裂,为纵向裂纹,有时也发生在焊缝内部两个柱状晶之间,为横向裂纹。弧坑裂纹是另一种形态的,常见的热裂纹。...
2019-10-25 10525
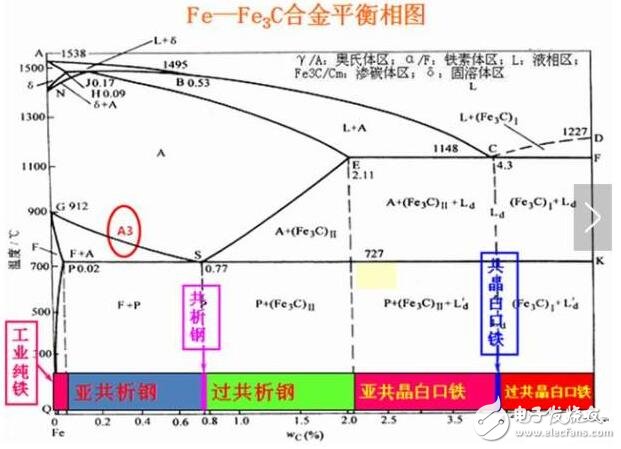
焊接热裂纹产生的原因_焊接热裂纹的防止措施
热裂缝一般是指高温下(从凝固温度范围附近至铁碳平衡图上的A3线以上温度)如下图所示所产生的裂纹,又称高温裂缝或结晶裂缝。...
2019-10-25 16243
焊接裂纹的概念和界定_焊接裂纹的种类
焊接裂纹是焊接件中最常见的一种严重缺陷。在焊接应力及其他致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏而形成的新界面所产生的缝隙。...
2019-10-25 9364















编辑推荐厂商产品技术软件/工具OS/语言教程专题
| 电机控制 | DSP | 氮化镓 | 功率放大器 | ChatGPT | 自动驾驶 | TI | 瑞萨电子 |
| BLDC | PLC | 碳化硅 | 二极管 | OpenAI | 元宇宙 | 安森美 | ADI |
| 无刷电机 | FOC | IGBT | 逆变器 | 文心一言 | 5G | 英飞凌 | 罗姆 |
| 直流电机 | PID | MOSFET | 传感器 | 人工智能 | 物联网 | NXP | 赛灵思 |
| 步进电机 | SPWM | 充电桩 | IPM | 机器视觉 | 无人机 | 三菱电机 | ST |
| 伺服电机 | SVPWM | 光伏发电 | UPS | AR | 智能电网 | 国民技术 | Microchip |
| 开关电源 | 步进电机 | 无线充电 | LabVIEW | EMC | PLC | OLED | 单片机 |
| 5G | m2m | DSP | MCU | ASIC | CPU | ROM | DRAM |
| NB-IoT | LoRa | Zigbee | NFC | 蓝牙 | RFID | Wi-Fi | SIGFOX |
| Type-C | USB | 以太网 | 仿真器 | RISC | RAM | 寄存器 | GPU |
| 语音识别 | 万用表 | CPLD | 耦合 | 电路仿真 | 电容滤波 | 保护电路 | 看门狗 |
| CAN | CSI | DSI | DVI | Ethernet | HDMI | I2C | RS-485 |
| SDI | nas | DMA | HomeKit | 阈值电压 | UART | 机器学习 | TensorFlow |
| Arduino | BeagleBone | 树莓派 | STM32 | MSP430 | EFM32 | ARM mbed | EDA |
| 示波器 | LPC | imx8 | PSoC | Altium Designer | Allegro | Mentor | Pads |
| OrCAD | Cadence | AutoCAD | 华秋DFM | Keil | MATLAB | MPLAB | Quartus |
| C++ | Java | Python | JavaScript | node.js | RISC-V | verilog | Tensorflow |
| Android | iOS | linux | RTOS | FreeRTOS | LiteOS | RT-THread | uCOS |
| DuerOS | Brillo | Windows11 | HarmonyOS |





 工商网监
工商网监