焊接变形的控制方法有哪些
焊接是一种常见的金属连接工艺,它在制造业中起着至关重要的作用。然而,与焊接过程相关的一个重要问题是焊接变形,这会对最终产品的质量和性能产生影响。为了确保焊接后的工件符合
2023-11-29 08:40:21
1、埋弧焊(自动焊):原理:电弧在焊剂层下燃烧。利用焊丝和焊件之间燃烧的电弧产生的热量,熔化焊丝、焊剂和母材(焊件)而形成焊缝。属渣保护。主要特点:焊接生产率高;焊缝质量好;焊接成本低;劳动条件好
2017-10-23 09:39:35
下面是作用在焊接部分上的失真(失真在焊料厚度方向上膨胀或收缩)。 注意:等高线图是等高线之间的区域用颜色填充的等高线图 高温和低温下焊接部分外部区域的变形分布 1)无凸起时,低温裂纹产生
2021-03-15 12:02:01
过程中堆叠放板等都会使板件产生机械变形。尤其对于2.0mm以下的薄板影响更为严重。 除以上因素以外,影响PCB变形的因素还有很多。 3、改善对策 那要如何才可以防止板子过回焊炉发生板弯及板翘的情形呢
2018-09-21 16:29:06
PCB由铜箔、树脂、玻璃布等多种材料组成,IC 不同材料的化学性能与物理性能也不同,压合到一起后必然会产生热应力残留从而导致变形。PCB变形有哪些危害呢?中国IC交易网 在自动化表面贴装线上
2019-01-24 11:17:57
,导致微观应变和整体变形翘区。 存放:PCB板在半成品阶段的存放一般都坚插在架子中,架子松紧调整的不合适,或者存放过程中堆叠放板等都会使板件产生机械变形。尤其对于2.0mm以下的薄板影响更为严重
2018-09-21 16:30:57
影响可焊性从而产生缺陷,这些缺陷包括锡珠、锡球、开路、光泽度不好等。 2、翘曲产生的焊接缺陷 电路板和元器件在焊接过程中产生翘曲,由于应力变形而产生虚焊、短路等缺陷。翘曲往往是由于电路板的上下
2019-05-08 01:06:52
过程中必然会出现热应力,导致微观应变和整体变形翘区。存放:PCB板在半成品阶段的存放一般都坚插在架子中,架子松紧调整的不合适,或者存放过程中堆叠放板等都会使板件产生机械变形。尤其对于2.0mm以下的薄板
2017-12-13 12:46:16
的应力,在后继钻孔、外形、烘烤等流程中释放,导致板件产生变形。 (3)阻焊、字符等烘烤流程由于阻焊油墨固化时不能互相堆叠,所以 PCB 板都会竖放在架子里烘板固化,阻焊温度 150℃ 左右,板件容易在
2022-06-01 16:05:30
厚度不等的板材点焊难度相对一般等厚板材难度大,厚板一侧的焊核难以建立,因为厚度大散热快,如果焊接时间稍长有时会发生薄板侧的击穿现象,故而点焊机的好坏,这时往往容易分辨,下面斯特科技小编来具体说说
2023-02-16 17:06:54
如何解决PCB技术负片变形?
2019-08-20 16:32:31
杯突试验机是对金属薄板和带材进行延展性试验的专用设备,也是目前国内评定金属材料塑性变形性能的惟一设备,主要用于检验各种金属薄板在试验过程中的塑性变形性能及有色金属薄板的各项异性。近年来,随着我国
2019-08-23 08:07:18
的应力,在后继钻孔、外形、烘烤等流程中释放,导致板件产生变形。 (3)阻焊、字符等烘烤流程由于阻焊油墨固化时不能互相堆叠,所以 PCB 板都会竖放在架子里烘板固化,阻焊温度 150℃ 左右,板件容易在
2022-06-01 16:07:45
会使电路板弯曲,导致多层陶瓷电容损毁(常见损坏情况) 三:无铅焊接的高温会对组件造成热冲击 ,塑料组件溶解或变形 四:高温焊接会加速氧化,影响焊锡的扩散性及润湿性 五:容易产生锡桥及虚焊,且不易修正 六
2013-08-03 10:02:27
大家好!我们公司有一款产品:用合成石承载手机耳麦和软板PCB(单个的),印刷后加合成石盖板(盖板焊接处开槽镂空)过回流焊。钢网厚度0.15mm,结果不是锡不化就是耳麦变形。耳麦耐温80℃;锡膏熔点为138℃,属低温锡膏。请教各位有何良策?
2014-03-31 14:02:26
▼两个零件固定在机械设备的夹具里,其中一个零件加速旋转 两个零件接触的位置摩擦颜色变亮 摩擦焊接利用焊接接触端面之间的相对运动在摩擦面及其附近区域产生摩擦热和塑形变形。 简单理解就是工件间由于剧烈摩擦会产生大量热量,同时在压力的作用下,工件就被焊在了一起。
2016-09-14 11:17:36
`1.焊接应力与变形由于焊接过程是局部加热,不可避免地产生内应力和变形。若加热时产生较大拉伸应力,会导致焊接裂纹或开裂。焊后的残余应力对结构的强度、刚度、稳定性以及尺寸精度都有较大的影响。2.焊接
2018-09-04 10:03:16
对于密间距元件装配的回流焊接工艺控制的重点,在于控制基板在回流焊接过程中的翘曲变形,防止细小的焊点在此过程中的氧化,减少焊点中的空洞。基板在回流过程中的细微变形可能会在焊点中产生应力,导致焊点
2018-09-06 16:32:22
小型廉价的氩弧焊机在爱好者中拥有量极大,遗憾的是氩弧焊机焊接通常小号另件和薄板时,不易管控,还常破坏部件,有碍科学研究兴致,并不咋中用。如至今,你终于有幸得知俺发明的这个巨简单的电路了。这可是大多数
2017-04-27 10:51:43
激光焊接具有很多优点。激光焊接可以将热量降到最低的需要量,热影响区金相变化范围小,而且因热传导所导致的变形也很低;不需使用电极,没有电极污染或受损的顾虑;激光束易于聚焦、对准及受光学仪器所导引,可放
2016-03-14 13:05:54
焊缝跟踪:激光焊缝跟踪传感器适配焊接机器人在多层多道焊接行业的应用焊缝跟踪传感器应用于多层多道焊接焊接缺陷:对于中厚钢板焊接层数较多,坡口实际值与预计值相差较大,焊接过程中产生热变形,焊接时焊道
2020-03-06 16:02:30
焊接技术的创新和发展。在我国的焊接领域,电子束焊接技术主要有七个主要的优点,首先是电子束焊接技术在焊接的过程中产生的焊接变形较小,其次是电子束焊接技术产生的热量影响区域较小,第三是电子束焊接技术在焊接
2018-03-15 11:18:40
产生热量,局部焊接区域的温度场是个封闭环境。这样,超声波塑料焊接的温度具有瞬时、升温速度快、局部高温的特点,对其进行测量非常困难,而且由于焊接区域熔化后会在一定压力下产生挤压变形,熔化材料的铺展过程对于
2018-09-10 15:24:20
`铜铝复合板制作工艺是:热轧方式:这种方式主要轧制铜铝复合厚板冷轧方式:这种方式主要轧制铜铝复合薄板爆炸复合法:这种方式复合速度很快,瞬间完成,结合强度高,生产铜铝复合厚板 。爆炸复合法生产的铜铝
2018-06-08 13:52:53
可采用预热等工艺措施。(3)铝及铝合金的线膨胀系数约为碳素钢和低合金钢的两倍。铝凝固时的体积收缩率较大,焊件的变形和应力较大,因此,需采取预防焊接变形的措施。铝焊接熔池凝固时容易产生缩孔、缩松、热裂纹
2009-05-05 09:01:49
T型结构焊接变形与火焰矫正综合性实验一、实验原理焊接残余变形是焊接后残存在于结构中的变形。它包括纵向收缩变形、横向收缩变形、弯曲变形、角变形
2009-05-15 00:34:20 17
17 T 型结构焊接弯曲与火焰矫正实验一、实验原理焊接残余变形是焊接后残存在于结构中的变形。它包括纵向收缩变形、横向收缩变形、弯曲变形、角变形等,其中纵向、横向
2009-05-15 00:35:0122 本文采用双椭圆表面热源模型,利用有限元分析软件ANSYS 对薄板GTAW 焊接三维非线性瞬态温度场进行了计算机模拟,得到了焊件的温度场的分布规律。并与工艺试验结果进行了比较,
2009-07-11 09:11:0928 简要介绍18 m 长大型低入口城市客车车身骨架总成的结构特点及工艺要求。通过结构强度和焊接变形分析,从工艺角度对焊接变形进行控制。关键词:城市客车; 低入口; 客车车身;
2009-07-25 15:43:3826 从提高产品质量入手, 简要叙述薄板辊形技术的原理和在车身重要部位——蒙皮的加工应用状况, 并将该工艺和产品设计相结合进行讨论。关键词: 薄板辊形技术 车身蒙皮 辊
2009-07-27 15:37:574 薄板不锈钢容器在现代制造业中有着广泛的应用。不同焊接方法其焊接成本差异较大。以往的焊接成本对比,均为九十年代的相关数据,同时它是在不同坡口尺寸条件下进行的。本
2009-12-26 16:15:247 根据大型隔热门面板的结构特点及对薄板拼接焊时的技术要求,通过焊接试验确定了不锈钢薄板自动TIG焊合理的焊接工艺参数,并用了微机控制的焊接设备,焊接时通过琴键式夹具和带
2009-12-29 14:02:1219 介绍大型浮顶油罐采用水浮法安装时,控制浮顶单盘焊接波浪变形的一种工艺方法。大型油罐(50*103m以上)浮顶单盘的焊接一般采用自然收缩法的焊接工艺,由于母材是薄板,厚度一
2010-01-12 15:05:5814 电磁调速电机磁极装配焊接后经常发生变形,主要原因上电零件薄厚不均匀与解成赠舰触不均而娜,严重影响电机质量(即噪声、振动达不到设计要求),这些问题长期困扰我们,
2010-01-26 14:59:1910 以新型船舶高强钢为主要对象,在物理模拟试验和有限元分析基础上,通过人工神经网络建立船舶分段钢结构焊接变形数值模拟模型,仿真焊接工艺参数、板材厚度、焊接顺序等因
2010-01-26 15:09:309 铸造冷却台用于钢锭脱模和冷却,工作时不但承受静载,还承受冲击载荷。冷却台装焊后,若存在较大的焊接变形,将使联系焊缝变为工作焊缝。由于冷却台结构庞大,矫正焊接变形将
2010-01-26 15:22:159 工件在焊接后由于热量的分布不均匀,以及焊缝的收缩。使工件产生变形,对工件的尺寸和外观产生很大的影响,所以我们在焊接过程中就应该尽量减少变形,主要有以下几种方法
2010-01-26 15:48:0118 根据多年经验,结合国内同行相关资料,阐述钢结构变形的主要种类,介绍焊接变形的火焰矫正施工方法。
2010-01-30 13:52:479 锐族手持激光焊接机不锈钢碳钢铝合金连续自动焊接薄板自动送丝焊 锐族手持式激光焊接机,采光纤激光器,配置自主研发的焊接头,打造激光设备业手持式激光焊接的设备,具有操作简单
2023-07-03 10:50:57
自动埋弧焊以其焊接熔深大,生产效率高,机械化程度高 ,在锅炉、压力容器行业的中厚板焊接中一直被广泛应用,并且效果非常好。但焊接Q235Bδ=4 mm的低碳钢
2010-10-27 15:37:110 移轴镜头实拍技巧5 防止被摄体变形的商品摄影
2010-02-01 11:20:30 1264
1264 薄板焊接机器人系统产品具有紧凑、精确、灵活、快速的特点,适用于薄板的全位置快速焊接和点焊作业,可焊低钢、低合金结构钢、低合金高强钢、不锈钢、钢、铁、铜、铝、镍等。应用在汽车及零部件,金属,钢结构,石油化工,造船,机械制造等众多行业等。
2017-10-18 16:41:5314 焊接技术的创新和发展。在我国的焊接领域,电子束焊接技术主要有七个主要的优点,首先是电子束焊接技术在焊接的过程中产生的焊接变形较小,其次是电子束焊接技术产生的热量影响区域较小,第三是电子束焊接技术在焊接过程
2018-01-26 17:01:102 本文首先介绍了PCB板变形的危害,其次分析了产生PCB板变形的原因,最后阐述了如何改善PCB变形的措施,具体的跟随小编一起来了解一下。
2018-05-24 18:01:0417626 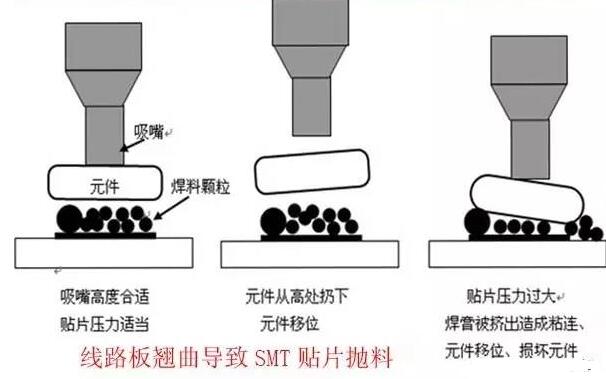
用于薄板不锈钢的快速激光焊接,由于半导体优秀的光束均匀性,使其在焊接薄板不锈钢时焊缝成形非好好,不用二次加工;且半导体激光器是目前电光效率最高的激光器,客户的使用成本将进一步降低。
2018-07-06 09:01:005665 ,受到诸多因素的影响,不锈钢板焊接存在变形问题、且控制难度较大、不利于相关领域可持续发展。因此,加强对不锈钢板激光焊接变形的研究具有重要意义。
2018-07-09 10:48:001562 在不锈钢薄板加工成型的生产中,不锈钢板材直接折边成型会在拐角形成弧角的效果,在某些情况下,人们不需要这种效果。如果在进行薄板的折弯加工之前,首先在薄板上折弯处先开出一道v型沟槽,然后再进行折弯,这样就可以加工出来没有弧边的棱角效果,如图1所示。
2019-04-02 14:53:121050 
焊接是大型安装工程建设中的一项关键工作,其质量的好坏、效率的高低直接影响工程的安全运行和制造工期。由于技术工人的水准不同,焊接工艺良莠不齐,容易存在很多的缺陷。现整理缺陷的种类及成因,以减少或防止焊接缺陷的产生,提高工程完成的质量。
2019-05-10 11:15:0012672 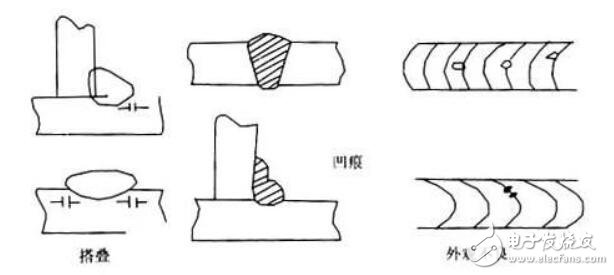
激光焊接机可以在手机零件上实行微焊接加工,高稳定性的激光输出,能焊接手机等电子产品上的各种金属零件,焊接牢固,不会产生变形。
2019-05-14 16:58:388176 基层的焊接推荐采用手工电弧焊、埋弧焊、及二氧化碳气体保护焊。复层和过度层的焊接,采用钨极氩弧焊和手工电弧焊,也可采用能确保焊接质量的其他焊接方法。
2019-08-05 11:49:2637121 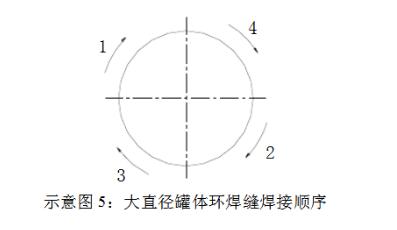
与焊接电流、焊接速度、钨棒与工件位置高度及角度、工件拼缝间隙等因素有关。厚度为0.8,电流一般控制在75~110A,焊接速度一般为700~1000mm/min,钨棒针尖与工件距离为2.7~3.0mm
2019-08-05 14:46:272668 在焊接过程中对焊件进行了局部的、不均匀的加热是产生焊接应力及变形的原因。焊接时焊缝和焊缝附近受热区的金属发生膨胀,由于四周较冷的金属阻止这种膨胀,在焊接区域内就发生压缩应力和塑性收缩变形,产生了不同程度的横向和纵向收缩。由于这两个方向的收缩,造成了焊接结构的各种变形。
2019-11-15 15:03:4119085 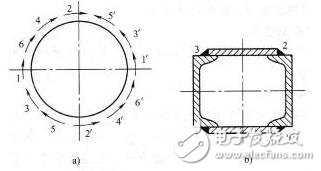
机械矫正法是利用机械力的作用来矫正变形。可采用辊床、液压压力机、矫直机和锤击等方法。机械矫正的基本原理是将工件变形后尺寸缩短的部分加以延伸,并使之与尺寸较长的部分相适应,恢复到所要求的形状,因此只有对塑性材料才适用。
2019-11-15 15:09:4421819 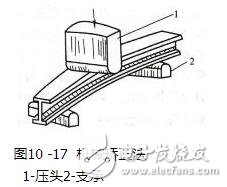
局部变形仅发生在焊接结构的某一局部,如收缩变形、角变形、波浪变形。
2019-11-15 15:17:2321288 薄壁套筒类零件在加工中总是容易产生变形,出现椭圆或中间小,两头大的“腰形”现象,不易保证零件的加工质量。它的装夹设计往往是被大家讨论最多的一个点,下面我们分别来看看车削、铣削上的两项薄壁件夹具设计实例,它们是怎么来解决变形问题的。
2019-12-01 11:14:086883 
焊接基层焊道不得触及和熔化复材,先焊基材时,其焊道根部或表面,应距复合界面1-2mm。焊缝余高应符合有关标准的规定。视基材厚度、钢种以及结构等因素,必要时可采用适当的预热处理。
2019-12-27 09:40:5634523 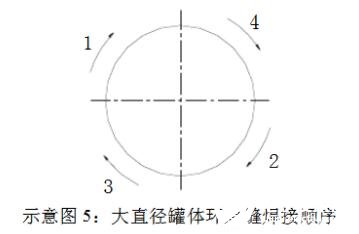
严格控制焊接接头上的热输入量‚选择合适的焊接方法和工艺参数(主要有焊接电流、电弧电压、焊接速度)。
2019-12-27 10:01:1010951 薄板焊接变形的质量控制在于钢板切割、装夹、点固焊、施焊、焊后处理;其中还要考虑所采用的焊接方法、有效的控制变形等措施。
2019-12-27 10:08:338013 面积较大,接缝较多,注意焊接顺序,原则从中间焊缝向外焊接,让变形向外扩展。不要产生过大的拘束应力。
2019-12-27 10:59:144489 焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。 焊接钢管采用的坯料是钢板或带钢。
2020-01-18 09:52:0018058 焊接过程中焊件受到的不均匀局部加热和冷却是导致焊接应力和变形产生的根本原因。
2020-02-04 15:15:5610734 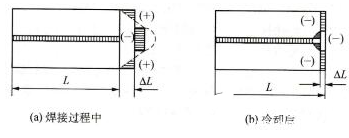
焊接残余应力是指焊接件在焊接热过程中因变形受到约束而产生的残留在焊接结构中的内应力。
2020-02-04 15:51:157421 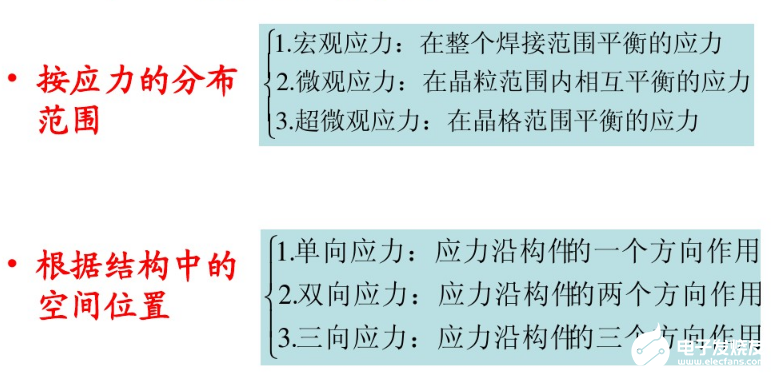
无铅焊接温度比有铅焊接温度高34℃。在SMT焊接过程中,焊接温度远远高于PCB基板的Tg,无铅焊接温度比有铅高,更容易PCB的热变形,冷却时损坏元器件。应适当选择Tg较高的基PCB材料。
2020-02-05 09:00:006829 PCB板的变形,也称翘曲度,对焊接与使用有很大的影响。特别是通信类产品,单板的安装采用插箱安装,插板之间有标准的间距,随着面板的窄化,相邻插板上元件间的间隙越来越小,如果PCB弯曲,会影响插拔
2020-02-29 11:32:363331 。 1、烘烤 对暴露空气中时间长的PCB和元器件进行烘烤,防止有水分。 2、锡膏的管控 锡膏含有水分也容易产生气孔、锡珠的情况。首先选用质量好的锡膏,锡膏的回温、搅拌按操作进行严格执行,锡膏暴露空气中的时间尽可能短,印刷完锡膏之后,需要及时进
2020-04-24 10:48:23390 为提高和保证电子线路的高质量焊接,防止电路焊接中假焊和虚焊的产生,所以正确操作使用电烙铁和合理选用焊锡和助焊剂是关健。
2020-07-19 10:35:505497 影响焊接结构变形的因素是错综复杂的,主要的影响因素有:结构的刚性、焊缝的位置、装配顺序等。此外,下列因素也影响焊接变形。
2020-09-18 14:28:353905 在PCB打样中,如何减少或消除由于材料特性不同或者加工引起的变形,成为PCB制造厂家面临的最复杂问题之一。下面,就让工程师与你分享:PCB板变形产生原因有哪些? 1、电路板本身的重量会造成板子凹陷
2020-11-17 14:21:072250 钣金机箱设计和加工都是比较复杂的,它在制作的时候需要把一些金属的薄板通过工具使它变形,设计成客户需要的形状和尺寸。而在这一过程中,需要通过焊接等方式把一些零件进行加工处理,达到设计目标要求,那么焊接工艺就显得尤为重要。
2020-09-27 15:58:572251 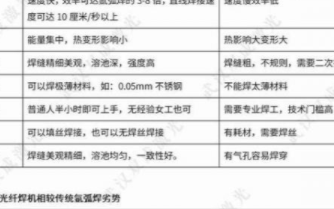
通常情况下,焊接机器人产生焊接变形的基本形式有:收缩变形、角变形、弯曲变形、波浪变形和扭曲变形等等。在焊接机器人从事焊接生产过程中,对焊件进行不均匀加热和冷却是产生焊接应力和变形的根本原因。
2020-10-12 14:14:292740 有很多客户会有这样的疑问,产品采用超声波焊接后为什么会变形?其实焊接变形是固然存在的,原材料的材质、焊接工装的结构不同,所造成的变形量也不同,产品之所以会变形,肯定是超声波焊接机的压力太大或者产品
2021-02-04 15:53:10970 ,冷却越不均匀,产生的应力越大,模具的变调心滚子轴承形也越大。可以在保证模具硬度要求的前提下,尽量采用预冷;采用分级冷却淬火能显著减少金属淬火时产生的热应力和组织应力,是减少一些形状较复杂工件变形的有效方法;对一些特别复杂或精度要求较高的工件,利用等温淬火能显著减少变形。
2021-09-29 10:10:23467 。 当设备启动产生足够大的电流时,在板的触碰处形成很大的电阻热,将焊接点周围的金属材料迅速加温至塑性变形或熔融情况,产生一个镜片形的液体溶池。钢件的电阻器取决于与它的电阻,因而,电阻是被焊原材料的关键特性。电阻高的
2021-11-15 18:05:401484 的内螺纹发生热变形。这就造成与内螺纹配合的螺丝杆无法顺畅拧进去,使得安装困难,生产效率不高。针对磁变送器焊接三通接头中的热变形问题,计为研发工程师经过反复试验,最后彻底解决了这一问题。
2022-05-07 09:14:40778 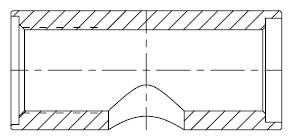
、冷却作用,形成了不均匀的加热、冷却,焊件会产生不均匀的应力和应变。焊缝的纵向缩短对薄板边缘的压力超过一定值时,即会产生较严重的波浪式变形,影响工件的外形质量。下面介绍激光焊接机焊接薄片如何不变形。
2022-07-06 09:42:381501 焊接机器人在操作过程中出现变形,存在很多种原因,比较常见的原因包括没有选择合理的焊接结构、没有采用合理的焊接工艺、没有使用工装夹具以及操作人员不当导致的,小编带您解决焊接机器人的焊接变形。
2022-07-23 17:34:25915 焊缝熔化区与热影响区组织演化;激光焊接接头缺陷的形成、焊接残余应力与变形产生等。下面介绍激光焊接机在焊接不同金属材料的工艺。
2022-09-02 10:20:291439 由于激光焊接技术的焊接输入低,焊接受热区域的影响小且不易变形的特点,因此在传热板的生产过程中被广泛使用。但是,通常来说激光焊接存在这三大焊接难点,下面介绍激光焊接机在焊接传热板容易出现的问题。 激光
2022-09-08 10:16:47275 
WAS系列机器人品类丰富,可应用于薄板、中厚板及各类特殊材料的焊接。新推出的EWAS系列机器人在薄板激光焊接应用领域性能卓越,可实现超高速、高精度焊接;QWAS系列新品焊接机器人,可满足薄板、中厚板、及铝合金等有色金属焊接场景,丰富的焊接工艺软件,大幅度提高焊接生产效率。
2022-09-20 14:50:541339 压差式静力水准仪 可对沉降变形、二维倾斜变形、收敛变形(距离变化)进行全自动实时监测。
2022-11-03 10:37:22647 过程中材料的不均匀受热、板厚方向的热梯度、材料的局部非协调塑性应变以及焊接残余应力的作用是产生各种焊接变形的根本原因。预防焊接变形的方法有以下几种。
2022-11-25 11:22:264141 传统焊接机加工薄板不锈钢有个很大的难题,薄板不锈钢由于其导热系数很小,约束度较小,所以在焊接过程中一旦局部受到加热和冷却的作用,就会形成不均匀的应力与应变,焊缝的纵向收缩对不锈钢薄板的外缘产生一定
2023-02-27 16:24:55373 
焊接变形是影响焊接质量的重要因素。焊接焊缝区的变形,不仅会影响结构的尺寸精度和外观,而且会降低其承载能力和机械性能,控制和调整焊接变形是十分重要的。 在焊接过程中,焊接金属会热胀冷缩,导致构件
2023-04-18 16:41:35329 
最近有朋友向我们咨询,问金属薄板、软质非金属材料拉伸测试怎么做?由于这些材料刚性差,如采用接触引伸计夹持会使试样产生变形,且易产生打滑夹持不牢的问题。我们建议使用视频引伸计。本文科准测控小编将探讨
2023-05-26 09:41:03767 
镁合金常见的焊接工艺有熔化焊和固相焊两大类。熔化焊主要有钨极氩弧焊、熔化极氩弧焊、电子束焊、激光焊等方法,固相焊主要是搅拌摩擦焊。其中,搅拌摩擦焊凭借焊前准备工作少、无需保护气体和焊材、可实现全位置焊接、焊件力学性能好、焊后应力变形小等优点已成为优先考虑的焊接方法。
2023-05-29 11:19:49573 
镍合金主要用于电子、化工、机械、医疗、能源开发和航海、航空及航天等部门行业。镍合金的激光焊接。激光可以很好地与镍合金耦合,从而更容易进行激光焊接,获得高质量的焊缝。下面介绍激光焊接机在焊接镍合金
2023-06-07 16:13:21426 
焊接是目前工业制造中必要的工艺技术,焊接金属时需要注意很多方面的问题,本文主要针对金属薄板焊接中的一些工艺问题进行展开讨论。例如:焊缝的牢固程度、焊缝的平整度、焊缝直线度的控制、焊缝高度和宽度的控制
2023-01-11 17:56:35623 
传统焊接机加工薄板不锈钢有个很大的难题,薄板不锈钢由于其导热系数很小,约束度较小,所以在焊接过程中一旦局部受到加热和冷却的作用,就会形成不均匀的应力与应变,焊缝的纵向收缩对不锈钢薄板的外缘产生一定
2023-05-16 10:08:11260 预防和减少焊接变形的方法必须考虑焊接工艺设计以及在焊接时克服冷热循环的变化。收缩无法消除,但可以控制。减少收缩变形的途径有以下几方面。
2023-06-25 16:49:41916 
激光焊接是利用极高的能量密度的激光光束熔合材料,激光焊接机具有焊接速度快、强度高、焊缝窄、热影响区小,并且工件变形量小,后续处理工作量少,灵活性高等优点。激光焊接不仅能焊接常见的碳钢和不锈钢,还能
2023-07-20 15:27:02287 焊接机的优势: 1.不仅可以焊接薄板,还可以焊接厚板,焊接质量非常稳定,焊缝美观,无需后续处理。 2.振镜激光焊接机焊接速度快、焊斑小(焦点处光斑直径仅为0.3mm),焊接热量少,热变形小。 3.产品的导光系统通过振镜的快速移动
2023-07-31 15:22:37520 
使用正确的保护气体。二氧化碳非常适合焊接钢材,但是用来焊接薄板则可能温度过高,应使用75%氩气和25%二氧化碳的混合气体焊接较薄的材料。焊接铝则只能使用氩气。焊接钢时,你也可使用3种气体组合成的混合气体(氦气+氩气+二氧化碳)。
2023-09-19 12:16:54678 对于密间距元件装配的回流焊接工艺控制的重点,在于控制基板在回流焊接过程中的翘曲变形,防止细小的焊点在此过程中的氧化,减少焊点中的空洞。基板在回流过程中的细微变形可能会在焊点中产生应力,导致焊点的开裂或有微裂纹的存在。
2023-09-28 15:01:53229 焊接是一种常见的金属连接工艺,它在制造业中起着至关重要的作用。然而,与焊接过程相关的一个重要问题是焊接变形,这会对最终产品的质量和性能产生影响。为了确保焊接后的工件符合标准,需要采取控制焊接变形
2023-10-12 16:31:04491 焊接是一种常见的金属连接工艺,它在制造业中起着至关重要的作用。然而,与焊接过程相关的一个重要问题是焊接变形,这会对最终产品的质量和性能产生影响。为了确保焊接后的工件符合标准,需要采取控制焊接变形的方法。本文将介绍一些常见的焊接变形控制方法。
2023-10-12 17:34:24599 焊接是一种常见的金属连接工艺,它在制造业中起着至关重要的作用。然而,与焊接过程相关的一个重要问题是焊接变形,这会对最终产品的质量和性能产生影响。在同一台设备,不同的操作人员及不同的操作方法,焊接出来
2023-10-16 08:08:21806 当焊接PCB上的大铜排时,由于热量不均匀或其他因素,可能导致铜排和周围材料的热膨胀系数不一致,从而造成焊接区域局部热胀冷缩。这种不均匀的热膨胀和冷缩过程可能导致板材局部形成机械应力,最终引起 PCB 的翘曲或变形。
2024-01-05 10:03:00383 的基本原理是利用高能激光束照射在材料表面,使材料迅速加热至熔化状态,然后通过冷却结晶完成焊接。激光焊接具有深度大、速度快、变形小等特点,特别适合于薄板材料的焊接。 激光焊接技术在焊接0.7mm紫铜的工艺: 1.激光焊接机在焊接0.7
2024-01-29 13:16:34132 
 电子发烧友App
电子发烧友App









 工商网监
工商网监
评论