/蓝牙天线的实际设计和HFSS仿真分析过程,矢量网络分析仪调试匹配电路实际操作,WiFi射频电路设计和PCB Layout经验,以及EMC问题的分析解决思路。视频课程有版权版权保护,这里不能分享,课程讲义分享给大家学习。如果对课程感兴趣,可以自己去易迪拓培训官网看看。
2017-08-24 17:58:52
本帖最后由 eehome 于 2013-1-5 10:04 编辑
6sigma培训全套讲义
2012-08-13 13:14:04
AD6讲义,适合初学者学习~
2013-12-19 11:18:09
班讲义》◆ 《武汉华嵌arduino发培训班实验指导》 实验环境及班级规模为了保证培训效果,增加互动环节,我们坚持小班授课,3-5人VIP班,人手一套实验环境。 学时与优惠◆课时: 共6天,每天8学时
2016-09-14 16:15:07
C 语言讲义(谭浩强)
2014-05-09 18:49:10
C语言教程讲义(谭浩强).
2012-08-17 16:23:11
本帖最后由 qiang6 于 2012-8-17 10:00 编辑
FPGA讲义PPThttps://bbs.elecfans.com/forum.php?mod=viewthread&tid=266102&fromuid=483505
2012-08-17 09:31:26
Java教程讲义孙鑫老师
2012-08-15 17:44:16
LabVIEW GSD课程讲义
2015-07-01 18:33:35
PCB高级设计讲义
2013-03-20 22:44:18
本帖最后由 狼行华夏 于 2013-3-16 14:38 编辑
PCB高级设计系列讲义
2013-03-16 14:16:30
Scatter_Loading讲义.pdf
2013-07-11 09:23:39
TI模拟电路讲义下载 http://down.elecfans.com/bbs/z/elecfans.com-TI模拟电路讲义.rar
2009-09-25 11:09:03
李明洋老师应邀给惠普(HP)公司员工主讲的《WiFi天线和射频电路设计培训》三天现场内训课程录像。课程讲得超实用,全是老师十多年工作经验积累和总结,我在看完后基本能够完全熟悉和掌握WiFi/蓝牙天线
2017-06-10 14:02:01
matlab基础讲义,比较不错的哦!
2012-09-19 12:35:31
【PPT文档】Protel封装讲义教程技巧附件下载:
2011-02-21 13:48:43
` 本帖最后由 gk320830 于 2015-3-8 04:29 编辑
华为模拟和混合信号电路设计培训讲义 虽然很多地方,看过了你都明白是这样的,但是再次讲,而且从不同的角度去看的时候,总有新的收获。`
2012-08-02 16:00:35
、记录归档、劣化分析、结构培训提供必要的辅助工具;为防磨防爆相关数据的收集、汇总、分析与可视化展示提供高效的应用系统。
2018-10-24 11:44:46
分享一份《高速电路(PECL、LVECL、CML、LVDS)接口原理与应用》的讲义
2021-06-22 08:02:28
华为模拟技术讲义(上册)模拟技术讲义(上册).pdf (1.13 MB )
2019-08-21 02:04:34
电子业界老大——华为模拟讲义上、下
2013-03-05 18:17:41
华为模拟技术讲义,学习一下,对你肯定很有帮助!
2013-07-08 09:41:52
本帖最后由 eehome 于 2013-1-5 10:03 编辑
华为模电讲义
2012-08-12 20:14:31
华为经典模拟电子讲义
2009-10-03 11:10:32
很有用的单片机讲义,以供初学者参考。。
2013-04-21 20:39:49
发动机控制培训讲义—CCM
2012-08-14 22:16:18
合众达电子研讨会培训讲义
2012-08-19 21:09:03
四川农业大学数学建摸MATLAB官方培训讲义比较清晰。。。希望大家喜欢 [hide] [/hide]
2012-02-20 16:35:46
今天跟大家分享下浙江大学原创的“高速设计讲义”(如有侵权请告知),内含设计方法、信号完整性、板级高速时序分析!{:19:}
2016-08-17 14:14:57
易迪拓培训李明洋主讲的《手机天线设计培训》中文视频培训课程,对当前各种类型手机天线的设计讲得非常专业、系统、全面。有早期的外置螺旋手机天线设计,最常用的手机内置天线如monopole天线、PIFA
2017-06-10 14:06:41
`<font face="Verdana">&nbsp;清华大学数模讲义(姜启源)&nbsp
2009-09-22 17:39:36
模拟电路讲义
2012-08-19 23:47:16
模拟电路的经典讲义2
2014-05-24 16:49:02
模拟电路讲义
2014-05-22 21:20:19
`Q/SQR.04.620与Q/SQR.04.621培训讲义`
2015-08-25 14:50:58
本帖最后由 我爱方案网 于 2023-4-20 15:01 编辑
一、电动角磨机的工作原理 电动角磨机就是利用高速旋转的薄片砂轮以及橡胶砂轮、钢丝轮等对金属构件进行磨削、切削、除锈、磨光加工
2023-04-20 15:00:02
,下了几篇DSP和电源方面的文章,觉得受益匪浅,为了感谢,特将培训的讲义上传一下,有兴趣的兄弟可以下来看看,呵呵,应该不属于侵权吧。`
2012-12-01 22:28:50
示波器基础知识讲义
2013-05-06 09:54:01
1、物料过硬 有些立磨机对物料硬度有一个严格的要求(如超细立磨机),超过了它的工作范围就会出现产量降低,立磨机震动强烈,石粉过粗等情况。所以物料的硬度一定要控制好。 2、物料过细 物料粒度
2020-12-02 14:24:35
2018重磅出击 2018再添新作隆重推出内部教材 智能手机维修讲义本教程讲义由666维修教研室经过多年培训编写而成的内部教材(共390页),内容包括智能手机电路基础,智能手机的电源系统,主控CPU
2018-02-02 10:03:12
前段时间,去参加了一个三天的EMC培训,讲得还可以,不过三天下来的确很累,很久没这么坐下来,听课了。昨天,逛论坛的时候,下了几篇DSP和电源方面的文章,觉得受益匪浅,为了感谢,特将培训的讲义上传一下,有兴趣的兄弟可以下来看看,呵呵,应该不属于侵权吧。
2012-01-11 09:53:45
长虹LT19610液晶电视(LS23机芯)维修培训讲义文件下载
2021-05-26 06:10:40
现代信号处理讲义
2006-05-25 23:42:13 3
3
华为模拟电路讲义:包含上册和下册。非常经典。
2008-07-11 10:49:184450 第一章 概念1.1相关概念1.2名词解释第二章 产品的基本知识2.1变压器的结构,工作原理和性能2.1.1变压器的结构2.1.2变压器的工作原理和性能2.2变压器的
2008-07-18 15:34:280 中文电子表格处理软件Excel 一、 Excel启动、退出与窗口环境 1、“常用”和“格式”工具栏各按钮介绍。 2、状态栏“自动计算”功能介绍。 3、工
2009-03-11 17:10:490 第一章 数据通信基础1.1 什么是数据通信1.2 数据通信的重要性1.3 数据通信的相关术语1.4 数据通信系统的基本描述1.5 几种常用的接口标准1.6 ISO的开放系统互联参考
2009-06-19 16:47:5254 模拟电路讲义:模拟电路讲义有上册和下册,内容有:常用晶体管原理,振荡器电路原理,运算放大器原理,锁相环设计,AD,DA转换器设计等内容。
2009-09-23 17:17:06499 RS-01牙科种植体磨块染色仪 产品简介:RS-01 牙磨块染色仪是针对 T/COCIA 7 - 2020 团体标准设计的一款仪器。适用于对牙磨块进行染色试验。 技术参数:测量单位: r
2023-12-12 15:30:22
SMY-01牙磨块刷磨仪 T/COCIA 7 - 2020产品简介: SMY-01牙磨块刷磨仪是针对 (T/COCIA 7 - 2020 团体标准)(GB/T 35832-2018
2024-01-16 13:55:19
2010-11-02 16:26:02413 〈一〉 流程:
2006-04-16 20:59:38 458
458 一、制程目的喷锡,又称热平整平(HASL),是在铜
2006-04-16 21:34:241958 D/F培训讲义
(一)流程:磨板→贴膜→曝光→显影
一、磨板
1、表
2010-03-02 09:46:44803 讲座内容 DSP概述 DSP硬件设计 DSP软件设计 DSP系统调试 关于SEED
2011-02-25 16:30:04146 随着社会发展和技术进步,石油钻机经过100余年的不断改进和逐渐完善,己从初期单一的蒸汽机直接驱动的石油钻机先后发展形成目前广泛使用、满足不同环境条件下钻井需要的机械传
2011-04-22 16:57:020 本讲义是作为在FANUC技术学校研修而编写的。本讲义是以便于理解研修内容为目的,以基本事项为中心而解说的,并非详细解释全部内容。
2011-05-11 17:28:240 本内容提供了防雷工程师培训全套课程讲义,对防雷工程师有很大的用处
2011-08-20 16:50:500 第一部分:多层板工程设计(MI制作)部分 来料检查及工程QUERY 多层板板边工具孔设计标准 多层板工艺流程设计简介 多层板LAY-UP结构设计 多层板阻抗设计及Coupon设计 Engineering Change Note工
2011-08-24 17:44:520 2011-08-26 17:13:5654 飞思卡尔S12处理器培训讲义 In this LAB, we will: Get familiar with CodeWarrior 4.7 IDE; How to work with project wizard; Light the LEDs
2012-02-03 17:06:5723 2012-08-14 09:55:0827 2012-10-05 23:50:478 2012-11-02 14:38:137 2013-01-09 16:42:5335 2013-07-24 08:23:4117 华为模拟和混合信号电路设计培训讲义
2013-09-11 18:59:30144 华为模拟和混合信号电路设计培训讲义(下)
2013-09-11 19:08:42212 简明微波讲义
2013-09-12 17:06:33108 2014-03-13 10:52:510 2015-04-21 17:56:160 2015-06-08 16:30:454 2015-08-06 17:51:330 HFSS_天线设计讲义,HFSS_天线设计讲义,HFSS_天线设计讲义
2015-11-10 16:27:460 注册电气工程师培训讲义--电气设备的选择,以前下载的希望有人能偶用得到。
2015-11-18 16:49:2541 传智播客_C提高讲义。
2016-04-29 14:40:2657 2006年SEED_DSP + FPGA培训讲义_电子版,感兴趣的可以看看。
2016-07-18 18:25:440 此文档与《疯狂Android讲义》为配套的文档资料 ,其中浓缩了《疯狂Android讲义》的精华与重点 。
2016-07-21 16:33:130 西门子PLC培训编程讲义,感兴趣的小伙伴们可以看看。
2016-07-29 18:42:34101 RF 射频技术基础讲义
2016-11-05 10:52:5089 逻辑门电路讲义
2017-02-07 14:58:1823 电力电子装置设计与应用讲义
2017-02-07 15:27:3410 华为模拟技术讲义
2017-02-15 22:33:43135 华为模拟技术讲义
2017-02-15 22:33:38139 疯狂 Android 讲义
2017-03-19 11:23:450 疯狂Android讲义.李刚.源码
2017-03-19 11:24:332 mit 官网讲义
2017-03-15 09:03:370 AMT变速箱
2017-09-04 09:32:170 集成运算放大电路模电讲义
2017-09-18 10:45:0328 多级放大电路讲义
2017-09-18 10:52:4813 IC设计流程和方法复旦讲义
2017-10-18 10:13:5522 很棒的CCS使用详细讲义
2017-10-23 15:47:5317 R5V0450-E充电器培训讲义的分享。 充电器介绍 锂离子电池充电器目前具有广泛的应用,针对锂离子电池不同的型号、生产厂家、应用范围以及极性要求,设计者必须设计出与之适用的专用充电器;也可以根据锂离子电池的特性以及充、放电曲线确定充电器的技术参数,按照这些技术参数设计出通用的充电器。
2017-11-26 09:50:250 ABB-ACS800变频器培训讲义说明。
2021-05-14 11:31:5461 GPS原理和应用及讲义下载
2021-06-22 10:22:2232 触电急救讲义(电源技术期刊加快审核)-触电急救讲义
2021-09-23 14:55:3312 特高压输电讲义(开关电源技术指标)-特高压输电讲义
2021-09-23 15:14:586 大家好,这里是射频学堂。 今天分享一份MIT的射频讲义:Receivers, Antennas,and Signals,来自于MIT David H. Staelin 教授。 MIT讲义
2023-06-29 09:49:19328 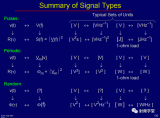
AOI及BBT工序培训讲义
2022-12-30 09:19:437 阻塞/脱敏是衡量接收器是拒绝“远距离”的干扰器(从(从通缉令信号)测量方法与选择性相同,但干扰信号通常不被调制。
2023-11-08 10:00:39310 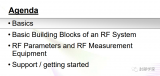
 电子发烧友App
电子发烧友App









 工商网监
湘ICP备 2023018690 号
工商网监
湘ICP备 2023018690 号
评论